1997 Mazda MX-5 Miata: What's It Like to Live With?
Read the latest updates in our long-term road test of the 1997 Mazda MX-5 Miata as our editors live with this car for a year.

What do you want to know about?
- Project Miata Lives
- You Said Knob
- List of Quirks
- Bugeye
- Glass versus Plastic
- Kraftwerks Supercharger Install, Pt. 1
- Knobless
- Kraftwerks Supercharger Install, Pt. 2
- Too Small for a Carry-On?
- No Soundtrack Needed
- Dripping But Driven
- Stoptech Stainless Brake Lines and Fresh Gear Juice
- The Lid
- Old's Cool
- Refined Yet Potent
- The Roof and Other Impressions
- Getting a (New) Grip
- Kraftwerks Supercharger Kit Meets Three Dynos
- Momo Wheel Gory Details
- Rear Window Defogger
- More Praise For Supercharging
- Personal Hygiene
- Yipes, Stripes!
- A Case for the Soft Top
- Mottle-y Trunk Lid
- Flying Under the Radar
- That's a Lotta Roadsters
- Happy Wheels
- Alignment
- Palomar Perfection
- The Wheel of Death - Before and After
- And Another Great Thing About Wheel of Death?
- Boots
- A 6UL Experience
- Aftermarket Is Not MySpace for Cars After All
- My Favorite Flavor of M
- Track Tested
- Seat Fixed...Finally
- How The Grip Stacks Up
- Seats are Good!
- HVAC Mode Slider Stuck
- Flyin' Miata Clutch And Flywheel
- 130,000 Miles
- Sorry, Tubby
- Deja Vu Cockeyed Gearshifter
- Seriously Fun City Car
- Positives and Negatives
- Adding Some Character
- Just Out of Reach
- Water Tight
- Could the 1997 Mazda MX-5 Miata Beat the 1985 Porsche 911 Carrera?
- No. There is Another.
- Riders on the Storm?
- Rotrex Acceleration Tested
- Minimal but Manageable
- Not the Usual Valet Parking Report
- Well, This is Awkward
- Look! It's an Engine!
- Need to Keep an Eye on That Oil
- Meaty
- For Blips
- More Room Than Our 911
- In Praise of Analog
- Ping
- Gimme Lightness
- School Bus?
- Blackbird Fabworx GT3 6-Point Roll Bar
- Blackbird Fabworx GT3 6-Point Roll Bar, Part II
- Roll Bar And Visibility
- The Beauty Of Dual-Purpose Cars
- The Beauty Of Dual-Purpose Cars, Pt. II
- The Beauty Of Dual-Purpose Cars, Pt. III
- The Beauty Of Dual-Purpose Cars, Pt. IV
- The Beauty Of Dual-Purpose Cars, Epilogue
- Wrench-Turning Update
- Young Dad Approves
- Sticky Belt
- Needs A Pull Strap
- 20th Century Relics
- Curing The Overheating
- Workaround
- Less Grip Please
- The Next Level
- Lash
- How About This for a Project Miata?
- Tuned on Forza
- Telltale
- Killin' the Wiggle
- Not for the Squeamish
- Room To Stretch Out
- We Meet Again
- I Guilty
- What The Heck Is This?
- A Look Underneath
- Back In Action
- Everything We've Done So Far
- The Other Downside to Being Low
- The Little Guy
- Affordable Excellence!
- Not Quite House Trained
- What Year Would You Get For A Project Car?
- Limited Practicality For Me
- Works Well In The Mountains
- Tuned By JKav
- Now That's a City Car
- The Three-Pedal Dance
- Where's the Reading Material?
- Now That's a Racket!
- Capable
- Long Rod BP Conversion And Nerdery
- Wait, What?
- JE Pistons Forged Side Relief Slugs In The House
- The Fork
- Hate That
- The Case for Analog
- Clean Cars Run Better
- Not For Me
- What Flashing Brights via Pop-Up Headlights Looks Like
- Seat Time
- Rattlecan
- Will It Fit?
- Master of the Obvious
- Self Tech
- The Seven Year Itch - Part One
- An Appetizer
- Green Vs. Yellow
- The Seven Year Itch - Part Two
- Its Life Flashing Before My Eyes
- Not Immune To Fuel Cost
- The Poster Boy of Compact Space Parkers
- Things To Like
- Another Reminder This Is a Driver's Car?
- Totally Convincing
- In The Zone
- Plate Spotting
- Slide Right In
- Keegan Engineering Head And Porting Tech
- Kumbaya
- The Door Bars
- The Steering
- Role Reversal
- Shut The Buzz Up
- Exfoliated
- KINOD Gathering
- Rattle Patrol
- Valvetrain Tech
- Rattle Patrol, Driveshaft Edition
- Trip Out, Man
- Two Screws and A Twist
- +1
- Assembly By Keegan Engineering, Pt. I
- Mil.Spec Connecting Rods
- Assembly By Keegan Engineering, Pt. II
- Blackbird Fabworx Is Replacing The Seat
- Blackbird Fabworx Is Replacing The Seat, Pt. II'
- Electronic Surprise
- Too Hot
- It Helps To Be Slim
- Less-Speedy Getaways
- Younger Brother
- Pro, You Say?
- Pie Hole
- DIY NB2 Coil On Plug Option
- Rotaries Are Good For Something After All
- Chasing The Squish
- To Laguna and Back
- Screeeal
- 140,000 miles
- Aftermarket Seat Tips
- Ride Quality
- Aftermarket Seat Tips, Version Two
- Door Bar Conflicts With Dead Pedal
- Fuel Economy Update for January
- Two Valve Stems, But Why?
- Fuel Economy Update for February
- Saturday at Laguna Seca
- Sunday at Laguna Seca
- The Drive Home
- Thanks
- Synapses
- Racing
- Turbo Conversion With Garrett And TiAL Sport
- TiAL Sport Turbine Housing And Wastegate
- BHJ Dynamics Crankshaft Damper
- Check Engine Light
- Pulling the Codes
- The Catalytic Converter Is Dead
- Replacement Cat From Moss Miata
- Fuel Economy Update for April
- Chassis Stiffness
- Power Restored
- Fuel Economy Update for June
- Fuel Economy Update for September
- Speaker Distortion
- Busted Air Conditioning
- Engine Update
- Hide-And-Seek With the Seatbelt Latch
- Aftermarket Seat Is a Hug Machine
- Exiting the Roll Cage
- Problem. Solution.
- Close To You
- Fuel Economy Update for October
- Still
- Fuel Economy Update March-ish
- Holding Cups

In 1994, Mazda introduced that nadir of Miata-ness, the special edition M-Edition, which persisted like a lingering sore through the '97 model year at which point Mazda mercifully euthanised the concept.
Essentially loaded Miatas with different paint, trim and hideous chrome wheels, the M-Edition was that shameless money-grab by automakers — the badge and sticker job. M-Editions were the poodle chariots of Miatas. The wine-and-cheese version. They were given names like Fifi by the kind of people that name their cars.
They're also a goldmine for hardcore Miata enthusiasts.
Say what?
If you're befuddled, good. And I swear I'll tie this in to Project Miata, but you'll have to hit the jump first.
Being loaded, all M-Editions packing a manual gearbox also came equipped with a Torsen limited-slip differential. Meaning that unlike other trim levels, there are no questions or guesswork when you find one for sale in the classifieds or craigslist — stick equals Torsen.
And being the range-topping frilly-frill version, M-Editions tended to be bought by affluent (read: older) buyers that maintained their cars well and drove them only as hard as they needed to get to bingo night on time.

It turns out being asspacked by a Blazer was a blessing in disguise for Project Miata. The insurance settlement worked out very nicely, especially once I located a one-owner 1997 Miata M-Edition to replace the totaled white '94. This froggie had the optional ABS, a clean title, no damage of any significance and an integrated poodle harness. I might be lying about that last bit.
The fact that the owner was asking just $2000 made it an easy decision — we bought it on the spot several weeks ago and swapped over the bits from the white car when time allowed. So far that includes the suspension (FatCat Motorsports coilovers, Racing Beat stabilizer bar, 949Racing endlinks) and nearly-new service items including upper wishbones, ART hubs, R/LE tie rod ends, plus Stoptech 309 brake pads.

With 125k miles on the clock, this bass-boat green Miata has 50k fewer miles than the white car and was obviously treated better. Still, it's a used car, and it turns out some older drivers can't hear, and the butt-dyno of their inner ear ain't what it used to be. During my test drive this one pinged at part throttle and pulled hard to the right at speed on throttle and hard to the left off-throttle.
Fortunately, those are easy fixes. A compression check showed that the pinging was benign, and one rear tire was responsible for the pull since the differential can't tell the difference between turning and when its simply dealing with mismatched tire diameters. Once I put on the 14" Dunlops Star Specs we had lying around, it tracked straight and true. The 949Racing 6ULs will go on once I get the fenders rolled.
What's that? STFU and tell you why it's on the dyno in the lead image? Right, then. The gentleman behind the wheel is one Oscar Jackson, proprietor of Kraftwerks Performance Group, and it's being baseline dyno tested as part of its Kraftwerks supercharger kit installation.
Lots more to come. Enjoy your holiday, you crazy kids.

Uh huh huh huh.
Well one of you did (jstandefer, to name names) when you asked if our "new" Miata still had its Nardi shift knob. Follow the jump to see what I'm talking about.

To the left of the above photo is the Nardi piece that came special on our M Edition Miata. A Nardi knob it may be but it looks like a high school wood shop project, and a bad one at that. As soon as he could, Kavanagh swapped that Nardi nonsense with the knob from our original Miata, which is pictured on the right.
As for the steak knife brake lever, well, Kavanagh has decided to leave that in for the time being.
Anything else you'd like to see us swap out of the interior?

I love our new Project Miata: 1997 Mazda MX-5 Miata. It doesn't have that grindy 2nd gear nor the zombie interior of the old one and I don't feel grimy after sitting in it. And some of the quirks this one does have aren't that big of a deal but I'll just list them here.
1) A loose bolt behind the driver seat that clunks around, especially during acceleration and braking. Apparently you have to put the top down to get at it and since this top is a bit more involved than the old one — zippers, buttons and straps — no one has bothered.
2) Aftermarket radio has an annoying "don't forget me" chime after you turn the car off. I'm probably the only one annoyed by this though.
3) Molting steering wheel, but I hear that may change soon.
4) ... Actually that's all I got.
The interior is in pretty good shape. The previous owner took great care of it. No tears or mystery smells. And like the older Project Miata, this is just so much fun to drive.
Driving this car home at night, it's kind of a surprise to see the popup headlights floating there on the Miata's hood. When the Miata was first introduced for 1990, it was kind of a big deal to have popup headlights on such a small, affordable car.
Of course, you can see what the consequences might have been otherwise, as the Miata could have looked just like the 1958 Austin-Healey Sprite MK I, the famous Bugeye Sprite, of which 48,987 rolled out of the old MG plant before the more conventional Mk II appeared.
Popup headlights were introduced by Gordon Buehrig's Cord 810 in 1936, then Harley Earl copied them for his Buick Y-job concept car in 1938. The 1963 Corvette Stingray popularized popup headlights. Lotus also was an early adopter, and I remember a field of unsold Lotus Elite Type 75s at Lotus East in Millerton, New York, sadly winking with one headlight up and the other one down because their vaccuum-operated systems had leaked.
Plenty of cars had popup headlights during the 1980s, but as DOT regulations about headlight height and positioning relaxed, the design fell out of fashion. Only Corvette guys seemed to notice when the C6 ended the whole popup thing when it was introduced with conventional exposed headlights in 2005.
These days popup headlights just seem wacky, but it's kind of fun to see the Miata get all animated when it opens its eyes at night and becomes a tribute to another cheap yet incredibly influential sports car of long ago.

A common gripe for first-generation (1990 to 1997) Miatas (and many other older convertibles for that matter) is the plastic rear window. These tend to get yellowed and/or scratched up in time, reducing rearward visibility and in the process making one's Miata look like an aspiring hooptie. The upside of the flexible window is that it allows one to quickly drop the top — just unfasten the header latches and flip the top back.
Our '97 has a replacement top and the former owner opted for a glass rear window. The downside is that when you go to lower the top you must first unzip the rear window (glass doesn't like to fold) to allow it to drop down flat and then you flip the latches and flip the top down. If I were replacing the top on my own first-gen Miata, I'd gladly take the trade-off to get a perfectly transparent back window that won't eventually look like a cat mistook it for a scratching post or a dog mistook it for a tree.
And how are things going on the Miata's modification front you may ask? Pretty darn good. Stay tuned as an update is forthcoming.

When it comes to modifying cars that are well-seasoned like Project Miata, our 125k-mile longterm 1997 Mazda Miata, it helps to begin at the beginning. Go back to basics.
Oscar Jackson, owner of Kraftwerks Performance Group, had reminded me of this before we even met in person to install the company's Rotrex supercharger kit. I made a mental note of it. Thing is, my memory is spongelike — a few things soak in but there are a lot of holes.

Our well-maintained, strong-running, no-oil-burning, issue-free Miata appeared in normal working order, especially as it was completely stock and previously owned solely by a well-to-do senior gentleman. I'd earlier made sure the ignition timing was correct, and the engine made as-new compression numbers, plus the car drives with as much or more pep down low as these things ever did. Pretty much a best-case scenario for bolting on a forced induction thingie, right?

Yeah, that hole-y spongelike thing. There was one thing I didn't check, and we found out what it was when we threw it on Kraftwerks' Superflow chassis dyno for a baseline performance check. Oscar immediately noted something was amiss. Peak power was down quite a bit compared to other stock Miatas he'd tested and, more tellingly, power after peak nosed over more aggressively than it should. Come to think of it, it did feel tepid in the upper reaches of the rev range...
We both suspected the cam timing was off. Pick up a well-used car and it's a sure bet that many, many people — with varying mechanical skill levels — have mucked about with the greasy bits.

In Project Miata's case, the last mechanic to change the timing belt was a primate of some kind and he buttoned it up with the intake cam off by two teeth and the exhaust cam off by one tooth. I like orangutans and all, but their attention to detail in mechanical matters could be better.
Once the cam timing was re-set to stock, another dyno check showed our Miata was right on the money for peak power and picked up power everywhere else. Dynos rule.
Now we can throw on the Rotrex supercharger with confidence.
The What?
Kraftwerks' Rotrex supercharger is not a traditional Roots blower or even a traditional centrifugal supercharger. Okay, it is a centrifugal supercharger (we'll shorten this to CS for brevity's sake) in that it has a radial outflow compressor wheel just like that of a turbocharger.
Rotrex's twist on the CS is the high drive ratio (12.7:1) of its planetary
gearset
traction drive (it employs rollers, not gears), which allows higher shaft speeds than those found in a conventional CS. The Rotrex's shaft speed capability means it doesn't need to rely on as large a compressor wheel to generate meaningful boost. The smaller compressor wheels better match the engine's breathing characteristics and package better to boot. Also, the planetary drive system doesn't have the gear whine of conventional CSs.
The smaller wheel means the Rotrex doesn't have the banana-shaped boost profile often associated with CSs, either. Instead the Rotrex's boost characteristic is basically a straight line that rises from zero at idle and peaks (at around 6 psi in the Miata) at redline.

This low-boost approach (plus the fact that the whole shebang is self-contained) makes the Rotrex well-suited as an affordable bolt-on kit to a stock engine. If this approach sounds like deja vu, it's probably because you remember the popular Jackson Racing blower kits from years ago which took a similar tack.
Yes, Jackson Racing was Oscar Jackson's business before he decided to retire several years ago. It was the Rotrex supercharger that compelled him out of retirement to form Kraftwerks.
Naturally, 6 psi isn't going to make huge dyno queen numbers, but the Kraftwerks' 160-ish whp will be a nice bump from the stock 100-ish whp.
More later.

When I got into our revamped Miata last night I was slightly shocked. The Nardi knob was no more. I read about the transplant on our blogs and heard the chatter around the water cooler. Ok, I get the symbolic gesture of taking the shift knob from our recently departed Miata and transplanting it to this one. I know the powers that be prefer the plastic over the wood. But I hadn't seen it with my own eyes.
When I opened the door to our Miata, I stopped and stared. I wasn't mad. I was disappointed.
Maybe I was upset because it reminded me of that Nardi wheel in the first Miata I drove. I thought that was one of the coolest "car things" I've seen. It's right up there with the leather driving gloves that came with the Mercury Capri my Dad bought when I was a little kid. (My brother subsequently destroyed the Capri and the garage door by dropping the car into reverse before he actually opened the door. Hilarity ensued.)
I guess I'm in the minority in regards to the Nardi. I'll miss that knob. I felt it was one of the cool details that made the M Edition special.

What you see above is a peek into Oscar Jackson's brain. That little restrictor pill is an example of the persnickety-ness built into the Kraftwerks supercharger kit in Project Miata, our longterm 1997 Mazda Miata.
I'll spare you an excruciating step by step installation process since Kraftwerks includes instructions far more comprehensive than I could (or would) write here. Instead, here are a few details that illustrate the gray matter behind the Kraftwerks kit.

That pill lives in the vacuum line that links the supercharger's bypass valve to the intake manifold — manifold vacuum is what provides the muscle to actuate the valve. As it turns out, sans restrictor, the muscle was too strong and the bypass valves in Kraftwerks' beta test cars would open and close abruptly when feathering the throttle. This in turn made the boost hit and release too quickly, upsetting the cars' driveability. Picture Oscar frowning.
Making the bypass valve actuator breathe through the restrictor's tiny little pee-hole forces it to move more gradually, eliminating the abruptness. An elegant solution. That's Oscar smiling.

A few more examples — this cylinder with the extrusions is the reservoir for the Rotrex's magic oil. It's a thing of a certain size, and the best location for it was already taken by the factory horn. The kit includes a lower-profile replacement (also shown here) for the factory hood latch bracket and relocates the horn to the other side of the latch. The lo-pro bracket also serves as the mounting point for the reservoir.
Same goes for the power steering reservoir, which gets a new mounting bracket — supplied in the kit — to make way for the intake plumbing. Also, the stock washer bottle of ABS-equipped cars is in the way of the intercooler hose, so Kraftwerks includes a new (factory NB) washer bottle and bracket that mounts near the brake master cylinder.
Suffice it to say that every bolt, clamp, ziptie, hose and bracket in the kit has been similarly scrutizined, and the company tells us they've accounted for every possible Miata build variation of a/c, power steering and ABS. It doesn't get any more 'bolt-on' than this.
It's Traction Fluid
Oh, and that magic juice is a key part of how the Rotrex works. It's a shear-thickening oil (like the stuff in a viscous coupling AWD system) which is critical for the planetary traction drive to actually transmit torque. Don't go putting, say, gear oil in there else the supercharger will do a fine impression of a torque converter with an infinitely high stall speed.
This means that unlike a turbo, the Rotrex requires its own independent lubrication loop. The oil is fed via a pump in the supercharger's case, and then evacuated by a second integrated pump. In turn the internal planetry drive receives a fine mist of oil rather than being drowned in liquid. The oiling system uses a dedicated filter and cooler (shown adjacent to the reservoir above) and said oil & filter can go 50,000 miles before needing to be changed.
Engine Control
The kit includes a clip-in injector harness, a higher-flowing fuel pump and a black box that extends the pulsewidth of the stock injectors. An integral MAP sensor lets the box know when and how much to modify pulsewidth while an oxygen sensor clamp keeps the stock ecu happy at all times.

This approach, combined with an auxiliary 8:1 fuel pressure regulator, is said to provide enough additional fuel to keep things rich and cool at full boost and revs. There is no ignition timing control in the black box, the thinking being that the boost is mild enough that the stock ignition curve allows ping-free motoring on premium fuel.
While tinkerers will prefer a unit that is user-adjustable, nonadjustable devices make CARB happy since the car runs exactly as stock during start-up, idle, cruise and many part-throttle conditions. It's a kit intended as a straightfoward and no-fuss way to get a modest but meaningful power bump.
How much of a bump, exactly? Will let you know shortly.

OK, I know you guys really want to hear more about the new supercharger in our 1997 Mazda MX-5 Miata. But Project Miata editor JayKav will be doing another update on it soon so stay tuned.
In the meantime, the other day, I had to take my visiting sister to the airport. But before I picked her up, I asked her how big her luggage was since I was driving our 1997 Mazda MX-5 Miata. "I just have a carry-on," was the reply. But when I arrived and saw her fat carry-on, I was a little concerned.
See, we have a spare tire in our already tiny trunk. Would there be enough room back there for even this standard-size carry-on? As I stood there pondering this, my sister said, "If it can fit in the overhead compartment it can fit in there." She had a point so I gave it a shot.

Sure enough if we shoved it into the side of the trunk top first, it slots in nicely. We just had to lift the bottom up and slot it out again when we wanted to take it out.
On a side note, after some heavy rains, the trunk showed that it has a leak. There wasn't standing water a la Cruze but if you poked the lining, water seeped through. Suffice it to say it drenched a backpack I put in there. When I told Project Miata editor JayKav, he said this is nothing a hardtop can't fix. Nooooo!

I got a chance to take out our Miata last night, but it has an aftermarket radio with a detachable face, and I couldn't find the darn thing. And so I drove home without tunes. But between the road and wind noise and the whine of the supercharger, this car makes enough sounds to keep your ears occupied. It was an unadulterated, mechanical sound, reminiscent of our Corvette Z06 — only much less throaty.
As I listened to the music of the road, I had to wonder how effective those faceless units really are at deterring thieves. My car stereo was stolen a few years ago — while the detachable face was resting safely in my house. I have no idea how the thieves got the stereo to work without it.

Yeah, the trunk gets damp, but that just proves that Project Miata, our longterm 1997 Mazda MX-5 Miata, is being driven despite the deluge we've been experiencing here in LA for the past week or so.
First, that leak. Then the driving with the supercharger.
My esteemed colleague Ms Pardilla mentioned earlier that the Miata thinks it's a Cruze. For those readers that for some reason don't read every word we write here at the gilded IL halls, the trunk of the Cruze leaked early on and apparently passed this bad habit down to our lowly Miata.
Some experimentation with a pot (that's A pot, you fiends) of water showed that the leak is centered right above where the spare tire lives (see lead pic). Pouring water down the softtop triggers the drip, so either the softtop's rain rail is cracked or misinstalled, or the car's drain channels are plugged.
Regardless, the top's got to come out to resolve it. If you've read my previous diatribes regarding Miata softtops, you know I'm no fan, and this is yet another reason softtops suck. This will be my excuse for perma-installing the hardtop when I'm finally in town long enough to remove the soft and install the hard.
Much more exciting than that, though, is the Kraftwerks supercharger kit. It's given the Miata's rather trucky 1.8-liter BP engine a more urgent character and a much-needed heaping of beans. It's definitely not a bottom-end grunter like you'd expect from a Roots blower, though there is a bit more low-end sauce than before.
Nor is it some high-strung, peaky thing. Lay into the throttle and the shove builds linearly as the revs pile on. Unlike a stock Miata, acceleration is now more than adequate for passing maneuvers, and we've taken a few people by surprise on LA's ever-present onramp drag races.
Finally, thanks to the supercharger, the engine is not totally overshadowed by the capabilities of the chassis around it. A degree of balance has been brought to Project Miata's equation. Speaking of balance, the linear response from the go pedal makes the car a cinch to balance using the throttle, provided you've got the revs dialed up. You can meter out or reign in the power in a predictable fashion. It's now a sharper tool for driving.
It's actually worth revving it to redline now, the way a sports car should be.

I took the opportunity recently to flush out Project Miata's fluids of unknown provenance and install a set of Stoptech braided stainless brake lines. For the geeky deets, hit the jump.
Gear Oil Gotchas
Be careful when choosing gear oil. It is categorized into different performance classes, known as API Categories. Mazda specifies API GL-4 for the Miata transmission. But, hey, check out this API GL-5 stuff. Bigger is better, so GL-5 must be one number better than GL-4, right? Wrong.
GL-5 oils have much higher concentrations of extreme pressure additives that make them suitable for use with the low speeds and high torque levels experienced by the ring and pinion in your differential. This sounds like the hot setup for the manual gearbox behind a highly modified engine, except that GL-5 oils lack the friction modifiers needed for the gearbox's synchros to operate correctly. Simply put, using a GL-5 oil in the Miata's gearbox will eventually turn the synchros into Captain Crunch.
Some modern manual gearboxes however can live happily with GL-5. Your owner's manual will tell you.
Redline MT-90 is GL-4 oil. It's synthetic, so it ought to tolerate higher temperatures better than non-synth stuff. Same goes for the Redline GL-5 gear oil I spurted into the diff. Both are 75W90 viscosity, same as the OEM specifications. The conventional wisdom that 'thicker is better' for performance cars really doesn't hold much weight (har har) with respect to modern oil formulations.
Stoptech Braided Stainless Brake Lines
It's true that braided stainless steel brake lines expand much less than the stock rubber ones and that this translates into better brake pedal feel. However, replacing the brake lines in Project Miata is as much about safety as it is performance. Brake lines do fail, and the older they are the more prone they are to degradation.
The car has 127k miles, and the original brake lines have lost much of their original compliance. The last thing I want is for some crusty old stock rubber brake line to spring a leak in the braking zone of turn two at Laguna Seca. Enter Stoptech stainless steel brake lines.
Stoptech's brake lines are a PTFE inner sleeve surrounded by a snug-fitting stainless steel braided sheath that resists the expansion caused high brake line pressures. Atop the braiding is a clear plastic coating that prevents the stainless braid from chewing through anything it comes in contact with (if the line rubs anything on the suspension then they're been installed incorrectly anyway).
At the ends of each line is a hefty strain relief and plated steel fittings and new copper crush washers for the banjo fittings. All robust-looking stuff. The Stoptech lines are DOT-compliant, too, each line being subjected to a 4500 psi leak test before being packaged up. The only thing that's missing from the Stoptech lines is an orientation tab on the fitting at the caliper end (the stock ones have this), so you just have to take some care to ensure you've aligned the fitting properly before and after torquing the banjo bolt. No big deal at all.
During threshold braking, Miata brakes have a tendency to be difficult unlock once you've locked one up (exacerbated by too much front brake bias, particularly in the early cars sans ABS). This is due to compliance elsewhere in the system — flexy calipers are the likely culprit. The stainless lines won't cure it, but they will reduce a bit of that hysteresis in addition to the peace of mind they provide.

At last, the Miata has been couped.
Gone is the tan, floppy vinyl roof and in its place is now the second-hand, black hard top salvaged from round one of Project Miata. What's better? What's worser? Click below to find out.
So what's better? Well, for one thing, visibility is now really good. Check out the view from the driver's seat below.

Where before there was nothing but buffeting vinyl, there is now glass; nearly eliminating any blind spot. Another obvious difference is how much quieter the cabin is now that it's got a proper roof covering it up. It's still a noisy ride on the highway, remember, there isn't much in the way of sound deadening in this car, but it's much less boomy than it was before. Another benefit is the increased headroom, thanks to the lack of the convertible top's metal trellis which brings up yet another benefit. There are now no longer exposed steel rods fractions of an inch from your head just waiting to dent your noggin. Yay, benefits!
So what's worser? Well, not that the color combination of bass boat green and tan really looked all that great in the first place (someone figured that's what old British convertibles actually looked like) but now with the black top, this Miata is just plain weird looking. It's a total mutt.

I don't know, it might grow on me. Maybe.

Behold a relic of the 20th century. It has no panic button. It does not cost $150 to replace. It has an actual shank that slips into the ignition and starts the car.
The key could stand for a lot of things in the Miata, which felt like old-school driving to me, as someone accustomed to 21st century automotive appointments. As my colleague Ron Montoya pointed out recently, the Miata's radio is out of commission at the moment, so what I heard was the engine and road (and a weird chattering at higher speeds, like an angry chipmunk on helium. Didn't seem like a serious problem). It does have a hardtop now, which seems to upset some of you, but even with that and closed windows, I could smell eucalyptus trees on my drive home. Finally, I felt the road. Did I ever.
I was very conscious of how low I was, flitting along like a minnow in streams of motor whales. That took some getting used to. ("I'm lower than that Smart. I'm lower than that 911. I'm lower than that Mini?" Yes. I was.) I flipped up the lights and drove that way through late-afternoon traffic. It made me feel more visible. I'm not sure I really was.
But for all that, once I hit about 65, the car seemed to come into its own. At whatever speed, it's extremely responsive, and in reading up on some Miata history, I found that Mazda was striving for Jinba Ittai ("rider and horse as one") handling. It's a fitting description. Side and rear visibility are excellent. I could pick on the heater, which forced me to choose this morning between warm hands and warm feet. But that's a mere cavil.
I wanted a Miata, back in the day. My instincts then were good ones.

I was spoiled by our third-generation long-term 2006 Miata, whose neatly packaged trunk would accept rollaboard bags. I know Caroline fit one in here, but not so for my heavyweight 24-incher. Ah, nevermind. With my passenger loaded, I drove off and my thoughts immediately turned to Project Miata's supercharger installation.
What tractable power the blown 1.8-liter delivers at low rpm. The car accelerates smoothly off idle and gets stronger and more exciting as rpm build — and it all happens without a hitch. No random stalling, no stumbling, no burping, no snorting, no strange odors. If I didn't know better, I'd think this '97 Miata came this way from the factory.
And honestly, I wouldn't mind if that was the case. If all Miatas were this quick and this easy to drive, Mazda would probably sell a few more.

I think if this were one of my personal cars, I'd keep the folding soft top. I like convertibles, always have. Maybe if I put the Miata on track, I'd pop the hardtop on. As it is, the top of the side windows are about an inch above my eyes. In most cases, I have to duck my head down slightly to get a good view out the side. I have to duck even further down to see traffic signals if I'm first in line. I'd rather go top down, where I the only impediment is the windshield frame.
Where the performance upgrades are concerned, hats off to the talented Mr. Kavanagh. The supercharger produces smooth and linear power. There's none of the harshness that I've experienced in lesser project cars. Sure, it's a little loud, but I like the hiss when you let off the gas. I wasn't all that impressed by its straightline acceleration, to be honest, but in the turns the Miata feels like it has the perfect amount of power.
The new brake lines are a huge improvement, too. No more soggy pedal that squishes sloppily when you need to get on the binders. If this were a track car, though, I'd prefer a firmer pedal — especially if there's no ABS.
Put some sticky tires on this thing and it'll be a riot to drive at the Streets of Willow. I think it'd be interesting to see how it stacks up against my darling Elise.

The latest mod to project Miata is something I could really wrap my hands around. Jay Kav installed a new Momo steering wheel and it's perfect for this car. First off, it's a proper sports car style — meaning it's a three spoker. The previous wheel (like most of the '90s era) looked like a vinyl-upholstered throw pillow with a ring around it. Mind you, the Miata's wasn't quite as bad as this, but still. Since then, car makers have been able to package the air bag in a smaller hub, making for much better aesthetics.
But back to the Momo. Yes, we sacrificed the air bag. But not only does the Momo look just right, it feels the same way. The leather-wrapped rim's medium thickness should be about right for most folks — not too thin and not Python-like, as with some newer BMW M sport wheels. Whether cruising with my thumbs resting on the reliefs or quickly shuffle steering, it provided a great tactile connection between Miata and me.
Stay tuned for an upcoming post by Jay which will provide details on the install.

You've seen Project Miata's baseline output numbers. To recap, there were two sets of baseline dyno data since the car's cam timing was off when we bought it. Blame the primates. Once the cams were set to stock and the car's health confirmed, we forged ahead with the installation of the Kraftwerks supercharger kit in confidence.
This situation precluded measuring the car's real, actual, proper baseline output on our usual dyno — MD Automotive's Dynojet. We've built a large library of dyno runs for dozens of cars on this dyno, and I try to be scrupulous about capturing each change here so that we can compare to other cars we've run. I had the foresight to run a baseline dyno test on the Dynojet, but that was when the cam timing was unknowingly jacked up.
In this quandary I saw opportunity. We can turn this frown upside down and quantify the differences between three dynos. Yes, three — along with Kraftwerks' Superflow dyno and MD Automotive's Dynojet, I ran the now-supercharged car on Church Automotive Testing's Dynapack dyno.

If all you want to know is how much sauce the Kraftwerks supercharger kit added over stock, look no further than above. Peak power rises by 60 horsepower, while peak torque ratchets up by 37 lb-ft over the baseline post-cam adjustment run.
Hey, the math is easy on this one — that's a 60% increase in peak power. As you can see from the torque curve, the kit's effect at high revs is more pronounced than in the lower reaches of the rev range, but there's no denying the across-the-board increase.
With the supercharger, our Miata's 1.8-liter four drives in a nicely linear fashion — the power rises in lockstep with your right foot's position, and this effect makes it feel simply like a larger, more rev-happy version of itself. It's worth revving now. I dig that. It's not hopelessly slow anymore, either, and I dig that, too.

So what'd it do on our standard dyno, MD Automotive's Dynojet? See here. Just a day after running the supercharger's numbers at Kraftwerks, with the same fuel in the tank and pressure in the tires, we have about as apples-to-apples a comparison as we can get.
What stands out here is that the Dynojet says peak power is now 173 horsepower and peak torque is 141 lb-ft.
Green lines are supercharged. The purple traces are the pre-cam adjustment baseline numbers, of course.

Moving right along to Church's Dynapack (orange traces to your right), the measured output of the supercharged setup is higher still — 187 horsepower and 157 lb-ft. Again, same fuel in the tank, and run within hours of hitting MD's Dynojet.
What's going on here is painfully obvious but lost on many performance enthusiasts — different dynos are different. The Dynapack, for example, attaches directly to a car's hubs, thereby eliminating any tire slip losses. It's a loading-type dyno like the Superflow, the ramp rates of which can be set differently.
The Dynojet is simply a large drum of known mass with no provision for holding load points or modifying ramp rates. Great for consistency, but tuning part-throttle and steady state stuff is difficult unless you spring for one of Dynojet's newfangled dynos. MD's Dynojet 248 is the OG inertial-only one.

Here's an overlay of the our supercharged Miata's torque (easier to visualize than power) as measured by the three dynos. In the case of the Dynapack, perhaps there's more going on than just the tire slip losses, as those would increase with engine speed. Here the difference is not rpm-dependent. Hmm.
Weather is another factor to consider, particularly in regions that aren't southern CA where the girls are hot and the weather consistent. We applied SAE weather correction to all runs here as per SAE's procedure and saw less than a couple percent correction applied among all three dynos. It is worth noting that the air density in the supercharged car's intake manifold isn't necessarily fully represented using ambient conditions as the basis of correction. But weather correction is at least a step in the right direction, particularly for normally aspirated and supercharged (but not turbocharged) cars.
With that said, we tested on all three dynos within 18 hours, and the weather conditions in southern CA are as stable year-round as one could ask for. Still, we observed some variation in ambient pressure at each shop. There might be some variation from sensor to sensor, and the way to address this is to bring a weather station to each shop, something I might undertake if there is interest in more of this dyno-a-thon-ing (plus I'd add a Mustang dyno to the mix, use an n/a car, and quantify 2WD vs 4WD).
But your average enthusiast doesn't have this luxury. The numbers he gets are what he gets. What's important are the gains observed on a given dyno rather than the absolute numbers.
And in our case, observing 60 additional horsepower in Project Miata is a step in the right direction.

Perhaps you're perplexed as to why one — namely, us — would want to replace the steering wheel in a car like Project Miata, our longterm 1997 Mazda Miata project car.
Well, I'll tell you why.
Mainly, the size and position of the stock Miata's wheel sucks. The non-telescoping, non-tilting, smashed-against-the-dash tiller forces you to move the seat forward into a somewhat more knees-bent driving position than you'd find in other cars. It's got a large-ish overall diameter (and has a pencil-thin rim) to boot.
As a result, tall guys tend to bang their right knee against the steering wheel and/or have difficulty executing heel-toe downshifts.
It appears the driving position was arranged around the proportions of a Japanese guy instead of an American dude (don't laugh, it happens; see first-gen Honda Fit). Or it could be that the US airbag requirement drove the engineers to put some real estate between the wheel and the driver's torso to minimize collateral damage during an airbag deployment. Note that Canada-spec (non-airbag) Miata steering columns of this era located the wheel closer to the driver.

Whatever the reason, the last straw in our case was that the leather on our stock 128k-mile wheel was delaminating and pockmarked like Edward James Olmos' face, and the two probably felt similar. It had to go. Yes, the airbag goes with it, and I'm okay with that, as airbags of this era were designed for unbelted occupants and so deployed with considerably more force than today's bags. I'll stay belted, remove the bomb and save myself the broken arm, thanks. But with what to replace the stock wheel?
First thing is to settle on the desired overall diameter. The stock wheel is 365 mm. The selection of 350 mm aftermarket wheels is huge. This size will also provide more knee clearance and slightly quicker steering with a touch more effort. Fine by me.
Then you need to decide how much closer you want the new steering wheel to you. In this case, the target was an inch or so, as this is enough to make a noticeable difference (more than you might think) while still leaving the stalks within easy reach. Since the stock wheel is about 120 mm in overall height (from rim face to the back of the splines), the target dimension (this is known as offset) for the new wheel is roughly 145 mm. The installation of an aftermarket wheel always includes an adapter of some length which must be added to the wheel's offset. Learning the adapter's length prior to purchase is easier said than done.

As for the rim, wood is just out. No silly flat-bottom nonsense, either. Suede provides great grip when used with racing gloves, but can be slippy with bare hands (until your palms sweat), plus suede dirties very quickly and gets crusty due to UV exposure.
Leather wrap and round rim it is. Easy decision.
It turns out the Momo Mod 08 ($180 online) fits the bill, as the offset is 90 mm while the Momo adapter is 55mm in length, giving us 145 mm overall stack height. Clearly, the Mod 08 is a deep dish wheel, so it looks bitchin, too. I wanted to avoid adding spacers if possible, since more stuff stacked atop the adapter is, well, more stuff. Less is better.

Ah, the Momo adapter. This piece of metal is simultaneously indispensible and infuriating. It turns out Momo didn't develop an adapter specifically for the Miata, instead simply reusing one they developed for another Mazda. Go figure. Best-selling sports car in the world, and Momo couldn't be bothered with developing a plug and play adapter. But I digress.
The Momo adapter makes the installation a pain, but the fact that it is engineered to collapse in an impact means you really, really want it. There are other aftermarket adapters that allow for easy installation, but none of them appear to have been designed to be crashworthy.

Looky here. The Momo adapter has a face and struts made of steel, around which an aluminum base has been cast. Each strut has the built-in mechanical fuse shown here which makes for controlled deformation in an impact.
When you attempt to actually install the Momo adapter onto the steering shaft, you quickly realize that the adapter runs right into the clockspring connector. This doohickey houses a long ribbon of wire wound in the shape of a loose circle, and its function is simply to allow the wiring for the horn and airbag to make the leap from the steering wheel, which moves, to the dash, which doesn't. Horns are important, even in race cars, so the clockspring (below left) needs to stay.


In short, you need to clip off the connector for the horn and airbag (don't bother de-pinning it; there's not enough space in the adapter to package the stock connector shell), modify both the clockspring connector (center) and the adapter, and when you've hacked them both away to the extremes of your comfort level, they'll just barely coexist peacefully. It takes a die grinder, a Dremel and many cuts-and-tries to get it right. Above right is the adapter midway through hacking it up.
The rest of the installation is straightforward stuff — wire up the horn, click in the airbag resistor purchased from a friendly member of clubroadster.net, tuck the wires inside the adapter and bolt on the wheel.
With all that said, the Momo wheel is truly a nice bit of kit. There's no flex to speak of and the leather looks and feels great. Its thicker rim just feels more substantial, and the wheel placement is much more agreeable and, yes, there's now more knee room. The new wheel makes a surprising difference. I'm a fan.
As a bonus, the horn button is now in the location to which your brain automatically guides your palm when that douchebag in the bro-dozer changes lanes on top of you.

After hopping into the Miata early the other morning, I noticed the rear window obscured by fog. I also noticed the lines in the hardtop's glass indicating the presence of a defroster/defogger. Knowing our car didn't originally come with this optional hardtop, I wasn't sure if this feature was operational. I checked the dash (and the owner's manual to be sure) and nope — where the rear defroster switch would be there is a blank. Actually, as our Miata was fitted with an aftermarket anti-theft system, there is a red LED there.
In any event, I kicked it old school and just wiped the sucker off in about 10 seconds. Back east on the same day, it would've been a different story...

Just had my first drive in the now-supercharged Miata, and color me impressed. The extra power makes the little Miata far more exciting to drive, and it gives us a much better chance against unsuspecting Honda S2000s in stoplight races.
What's more, the 60 extra ponies come with zero reduction in drivability; just plenty of smooth, linear power from throttle tip-in to redline. Well done, Kraftwerks.
One thing that is noticeable is a constant (but mild) whooshing of air from the bypass valve whenever you're off the throttle or at steady-state light throttle on the highway. It's only slightly annoying (honestly), and quite often it's drowned out by the thrum of the tires anyway. The sound goes away when you get on the throttle, replaced by the music of a now-robust four-cylinder that loves to rev, with a small whoosh from the bypass valve with each shift.

The supercharged Miata doesn't have the kind of sauce to make lurid powerslides as simple as just planting your right foot midcorner, but it definitely ups the fun factor.
Count me in the camp that's glad JayKav added the hardtop. Even though the color doesn't match, it still cleans up the Miata's lines and makes it look a little tougher (if that's possible for a Miata). The more airy rear window is a bonus for rearward vision.
The new Momo steering wheel is also a nice addition. Personally I would've chosen something with a thicker rim, but hey, Jay's doing the wrenching so he gets to make these decisions. Never once did I give a thought to the lack of an airbag, though. Call me a crazy risk-taker.

Not sure if you're aware of this, but there's a whole industry devoted to just making your car clean.
There are washes and treatments, lotions and potions — all designed to keep your car looking good. You don't even have to do it yourself, as there are these big places where people will do it for you. They are called "car washes."
It kind of makes you wonder how our poor old Miata ever got to looking so bad. How many years did it suffer, parked in the back of some apartment without even a carport to keep off the sun? And yet it's never too late for cleanliness. Even in its worn and sun-bleached state, the Mazda still seems to sparkle once it's been to the car wash.
It's not that a little cleaning makes a car look like new. (This Miata will never look new again, no matter how hard you rub on it.) But when a car is clean, it seems like it's been prepared just for you. The connection is a little stronger in some special way. Even when you're just at the car wash and they tell you that your car is ready, it just seems like your relationship with the car is a little more personal.
It's always tempting to dismiss all that car wash stuff, those weird concoctions of chemicals that seem like patent medicine. Totally not worth the money. And yet if you keep thinking you're too smart to squander your money on such frivolous stuff, pretty soon your car starts looking as bad as this poor old Miata. So instead of saving money, you've actually squandered the intrinsic value of your car.
So go to a car wash, maybe go off your usual menu and get something special, maybe a clay bar treatment and some good wax.

Well, I've been off the track and spinning in the grass before myself, windlassing the steering wheel left and right with the windshield wipers going (as inevitably happens as your desperate hands brush the control stalk) while desperately trying to get the car straightened out. That's when you find yourself kind of wondering which way the front tires are actually pointed.
Which is why racers — especially rally guys and off-road racers — like to have a stripe on the rim of the steering wheel. Engineering Editor Jay Kavanagh knows this, and in fact he races a Miata himself in the 24 Hours of LeMons. So he has a good reason for picking out a Momo steering wheel for this car that has the racer's stripe on the rim.
And yet as short and responsive as the MX-5 is, most steering corrections are a matter of just a few inches of input. It's not the kind of car that really gets very far out of shape in a corner.
So when I saw the racer's stripe on this steering wheel, it made me wonder just how bad things would have to be in a Miata that you'd be wondering which way the front tires were pointing. Probably things would have to be really, really bad.
Of course, maybe Kavanagh just drives the Mazda a lot harder than I do. (Note to self: Don't ride with Kavanagh, especially in the Miata.)

This will probably get me in trouble with Project Miata editor JayKav but it has to be said. I saw this Miata the other day on the way to the beach. Now, if this was a hard top the driver wouldn't have been able to take his boogie board (?) to the beach and his Saturday would have sucked.

Some of you debated whether that was oxidized paint or morning dew on the trunk lid of our 1997 Mazda MX-5 Miata in this post's photo, so here's a closer look. Yup, definitely not dew.

Damn, this 1997 Mazda MX-5 Miata is so much fun to drive. The above video (warning: turn sound off) of Project Miata editor JayKav's 24 Hours of Lemons racecar in last year's Thunderhill race is the closest way I can convey what it feels like to drive this long-termer. (Yes, there is a turbocharged Miata underneath that Enterprise disk.)
Our Miata's quickness and nimbleness make it really easy to just get around all the slow pokes on the city streets. And I credit its ability to jump in front of other motorists without offending them due to its low-to-the-groundness and diminutive stature. Now, if I pulled that same maneuver in a larger car, like a Honda Civic, I know for a fact it would incite road rage.
As it is, the Miata flies below most everyone's eyeline and disappears before it even occurs to the other motorist that someone (me) got around them. But although it's a blast to drive in the daytime because of that, I find it kinda dicey at night for the same reason. This is compounded by the fact that the huuuge headlights really aren't all that great.
Wow. The Mazda Miata roadster passed the 900,000-build milestone this week. Read more in this article by Autoweek.
I wonder what number our Miata is?
Congratulations, Mazda. Zoom Zoom.

Wow. Those small pulleys generate tons of fun. I'm not sure you could get any better response to throttle input unless you were riding atop the engine, pulling on the butterfly. It wasn't until driving back to the office this morning that I put two and two together. Several years ago, Oscar Jackson said he was working on a new project with Rotrex superchargers. I remember that his original company, Jackson Racing, not only excelled at Honda supercharging, but also in force-feeding Miatas. Then the light went on, and I was happy to hear Editor JayKav confirm my hunch.
Oscar was one of the first heavy technical minds I met in the Honda world, and always gracious with his time. He indulged our magazine staff's notions of building a Super GT-spec NSX for the street. A raised glass to him and JayKav for this ridiculously fun car in its present state.
Even after a loud and bumpy 100-mile commute, no muscloskeletal complaints. It's stiff, but not stone.
Momo wheel and shift stalk feel perfect. The Miata is like a perfect bookend to the Z06; they appeal to different senses, but both get to the matter: thrilling acceleration and satisfying speed.
But Project Miata is loud. All that tire, road, and bypass valve noise sounds like an old faucet left to run wide open. There's a radio in there — a nice Sony and some good speakers — but it's a losing battle. It's more fun to listen to the blower whine, anyway.
That slight, rising whistle is the only thing I can figure attracted a pair of clownballs in separate Mazda3's to buzz by at different points in the commute, one in a 5-door, one in a sedan. Both were either just showing some oddball Mazda love or asserting some misplaced authority.
Then later, a Miata came up quick in the rearview mirror, hung on the bumper for a couple of seconds, then made a clean jerk to the left and eased up alongside. Don't think he was prepared for Project Miata to put three car lengths on him in seconds. Good laugh watching him scramble to catch up, then hammer off to whichever Kookville he came from.
Still not sure what inspired all the attention. To a nearby motorist, Project Miata looks like a quiet, docile two-seater. No aftermarket exhaust grumble. Maybe it's the stance? The hardtop? The molting trunklid? Come on, Jay - straightpipe and racing stripe next!

We got the Project Miata aligned yesterday. Although eventually we'll be stuffing bigger wheels and tires under the Miata's fenders, the '97 hadn't been aligned since Engineering Editor Jason Kavanagh swapped over the suspension bits from the '94. So it needed to be done.
Jeff, the tech over at Stokes Tire Pros, was cool and did his best to get the Miata to the camber, caster and toe specs requested by JayKav.

Now properly aligned and with increased negative camber at the front, the Miata should be more lively and willing to turn in. I'll wring it out a bit on some mountain roads this weekend to see how Project Miata performs when driven the way it was meant to be driven.

Okay, not quite perfection, but pretty damn close. If you aren't familiar with Palomar Mountain's South Grade, this 7-mile stretch of serpentine asphalt in southern California (comprised of largely tight, decreasing radius turns) rises to about 5,500 feet. On the weekends it's a sportbike playland.
But the Project Miata proved its combo of light weight, reasonable-enough supercharged power and phenomenal grip make for one sleeper of a sports car (doubly so because the tires never squeal, unless you hit a patch of painted line). You have to really work to get this car loose, and when you do (usually with a bit of power-on oversteer, but occasionally also under hard braking while entering a turn) it's so well balanced and forgiving that it's easy to catch.
It could definitely use a bit more torque to make those oversteer moments more accessible. But it's truly remarkable just how stuck this Miata is to the road simply via stiffer suspension, a lower ride height and sticky (albeit wimpily-sized, at 185/60R14) Dunlop Direzza Sport Z1 summer tires.
You'll never be wowed by the power from the supercharger up a hill like Palomar, that's for sure, but Project Miata isn't wheezy like a stock Miata. And the "whoosh" from the bypass valve with each upshift adds to the car's flavor.

The brakes held up remarkably well, especially considering how hard the Miata was being pushed on some of the downhill runs. The pedal always felt just a bit mushy, but it never got worse (other than a bit of squeaking) and there were never any "Oh crap!" moments heading into a turn because it felt like the car wasn't going to stop.
There's so much about this car that makes it a willing back-road partner, from the quick turn-in and communicative steering to the precise, short-throw shifter to the excellent pedal placement for heel-and-toeing.
And because this was a two-up weekend trip with the old ball and chain, that parcel shelf where the soft-top would sit was a real boon since we couldn't quite fit everything in the small trunk.

Things that don't work as well: Those crappy stock seats. Not only do you sit a bit high, but the seatback gets so narrow toward the top that there's basically zero lateral support for your upper back.
Beyond that, noticed a few squeaks that I hadn't previously heard, including one toward the back of the roof on the passenger side and on the dash on the driver's side; but they only made themselves apparent on coarse, bumpy roads. And, this is a 14-year-old multi-owner car with almost 130,000 miles on it.
The steering wheel has started making a squeak when you turn it from left of center back to the right beyond center.
Oh, and Project Miata's low ride height made the short drive up a dirt road to our weekend cabin a bit challenging.

But the overwhelming experience was a fantastic one, with lots of admiration for just how quickly the Miata could blast up and down Palomar; it's all about corner speed in this thing. And the car proved bulletproof, the gauges barely rising at all, even during the hardest running.
Here's something to think about: The grip this car will have once it gets bigger wheels and tires. Then JayKav will definitely need to add some more power for the drivetrain to keep up with the chassis.

Ok, let me break this picture down for you guys. As you can see, my right leg is pressed right up against the rim of the original steering wheel. It's like that for two reasons. The first being the diameter of the old wheel was a little big. The second reason is because the steering wheel did not telescope. While my legs were happier with the seat moved all the way back, with the seat in that position my arms were all but locked out when I would turn the wheel past fifteen degrees. In a car with an old-skool airbag, getting in an accident, even a minor one, with your arm crossed over the airbag would likely give you and ulna induced lobotomy. I'll pass.
Click on through to see what the new wheel hath wrought.

That's better. Because of the dish the new Momo wheel offers, I can move my seat back. That makes my legs happy, as well as my knees, which are no longer pressed against the bottom of the dashboard. There is also around a three-finger gap between the bottom of the wheel and my leg. Now I can finally pull off some heel-toe trickery.
Something that will take a little time to get used to is the distance of the new Wheel of Death to the turn signal stalk.

It's not an impossible distance, but the first couple of times I swiped for the stalk, I whiffed. Every time since, I've reached it without a problem.
I should also mention that as someone who runs an aftermarket wheel in my personal car, this Momo is a really nice piece. The leather wrap feels great and the overall construction of the wheel is top notch.

To piggyback on Photo Editor Kurt's praise for our 1997 Mazda MX-5 Miata's new Momo steering wheel, another great thing about it? The horn. No more unsatisfying horn honking with thumbs! Horn honking with purpose FTW!

Sports cars are the biggest culprits in requiring fancy driving booties in order to properly operate their pedals, but our Miata is different.
Not only could I stuff my size 12 (44 for our European readers) Doc Martens into the pedal box, but I had plenty of room to use the pedals without once accidentally hitting the wrong one. Try that in a Lotus. Actually, don't - you'll never get out of the parking lot.
And no, I don't own a pair of Pilotis. Sacrilege, I know.

It's funny to think that 15-inch wheels can be larger than what was on Project Miata, our longterm 1997 Mazda Miata, up to this point. Yet the 949Racing 6ULs are one inch larger in diameter and a full three inches wider.

Given a long weekend, no travel plans and the Miata in my keep I finally had some time. Time to have the fenders rolled to accept the 15-by-9 inch 6UL wheels and 225/45 Hankook Ventus RS-3 tires. That's quite a bit more sizable than the 14-by-6s and 185/60s the car wore previously. FYI the stock wheels on the 1997 M-Edition were 15-by-6.
You might remember these wheels from when they were on the white car. I think these wheels look even better when contrasted against the green paint of this car.
And yes, with this wheel swap complete we'll run handling numbers to go along with the acceleration testing of the Kraftwerks supercharger kit.

The other day I saw spinners (to see what I'm talking about here's a video of 20-inch spinners on a Blazer) on a lowered, purple Impala. Another time a rear spoiler that looked similar to this one on a Civic. It's because of customizations like these that I had previously disliked aftermarket enhancements. Aftermarket stuff seemed to just give leave to car owners to treat their rides like a MySpace page. Chaotic mess with no rhyme or reason.
But the Project 1997 Mazda MX-5 Miata opened my eyes to the fact that aftermarket could actually be used to improve a car's looks and performance (wuuut?), when you know what you're doing that is.
With the hardtop, Momo steering wheel, and 6UL wheels, to name a few, our little Miata stands out from all others in a good way. Subtle enhancements that make this a kick-ass sleeper.

Yes, that's just M, not M&Ms. Our Miata is an M Edition, essentially a loaded version of the car that came with leather seats, a unique color and special wheels. If we're talking strictly first generation here and I get to pick from the dizzying array of M Editions / Special Editions (as we point out in our comprehensive Miata history), I've got to go with the 1995 M edition. The '95 M came painted a rich shade called Merlot Mica, which was nicely accented by the BBS wheels and tan upholstery. Though I like the look of real wood trim, I prefer the tactility of leather for vehicle controls, so I'd replace the wood shift knob and parking brake handle. Oh yeah, I'd also put in a Kraftwerks supercharger kit.
Any Miata fans out there agree with my choice or have a different M Edition / Special Edition of the first-gen Miata they'd prefer?

Sometimes, things just don't go as planned. The goal was to run acceleration, braking and handling numbers on Project Miata, our 1997 Mazda Miata, now that it's been infused with a Kraftwerks supercharger kit and meaty 6UL shoes.
Two out of three ain't bad.

Project Miata struggled this time around with a very tired and very stock clutch during the runs down the drag strip. After a single acceleration run with the thing slipping, we decided to scrub any further acceleration testing. Thus, the acceleration performance it posted is not representative. Nevertheless, that single accel run is shared below as an FYI.
We have a new clutch on the way and will re-test once it's in.
Our testing of its handling, on the other hand, went quite well. Check out the grip and the slalom speed, as well as Chris' comments. Yowza!
To recap, we'd run numbers on the current FatCat Motorports suspension back when it was on the white car. We never had a chance to track-test this hardware in conjunction with the 949Racing 6UL wheels and Hankook R-S3 tires, though, until now.
Vehicle: 1997 Mazda MX-5 Miata
Odometer: 129,627
Date: 3/1/11
Driver: Chris Walton
Specifications:
Drive Type: Rear-wheel drive
Transmission Type: Five-speed manual
Engine Type: Supercharged and intercooled inline-4
Displacement (cc/cu-in): 1,839/112
Redline (rpm): 7,200
Horsepower (hp @ rpm): 173 @ 6,900 (Dynojet chassis dyno)
Torque (lb-ft @ rpm): 141 @ 5,900 (Dynojet chassis dyno)
Brake Type (front): 10.0-inch one-piece ventilated cast-iron discs with single-piston sliding calipers
Brake Type (rear): 9.9-inch one-piece solid cast-iron discs with single-piston sliding calipers
Steering System: Hydraulic-assist rack-and-pinion power steering
Suspension Type (front): Double wishbones, FatCat Motorsports adjustable ride-height coilovers with coil springs and monotube dampers, Racing Beat hollow stabilizer bar and 949Racing endlinks
Suspension Type (rear): Double wishbones, FatCat Motorsports adjustable ride-height coilovers with coil springs and monotube dampers, 949Racing endlinks
Tire Size (front and rear): 225/45ZR15 87W
Tire Brand: Hankook
Tire Model: Ventus R-S3
Tire Type: Summer
Wheel Size: 15-by-9 inches front and rear 949Racing 6UL
Wheel Material (front/rear): Aluminum
As Tested Curb Weight (lb): 2,344
Test Results:
Acceleration
0 - 30 (sec): 2.8
0 - 45 (sec): 4.9
0 - 60 (sec): 7.7
0 - 60 with 1-ft Rollout (sec): 7.4
0 - 75 (sec): 10.7
1/4 Mile (sec @ mph): 15.6 @ 90.3
Braking
30 - 0 (ft): 27
60 - 0 (ft): 112
Handling
Slalom (mph): 71.8
Skid Pad Lateral Acceleration (g): 1.01
Comments
Acceleration: Clutch cannot handle both an aggressive launch AND wide-open throttle upshifts — obvious clutch slippage after each upshift. Still, it feels and sounds like the meanest Miata I've ever driven. Still love the shifter, but I would move the pedals slightly for easier heel-toe action.
Braking: Cold tires really confused the ABS system for the first stop. I thought it was just the tires and ABS not getting along so I did several non-ABS stops which proved very easy to find the threshold. After returning to ABS, found it worked best in the end.
Handling: Skidpad: Awesome balance, poise and compliance. This is how I would want a racecar set up. Steering is direct, precise, responsive and informative. The nearly-identical counter-clockwise and clockwise times speak to the amazing balance in theis setup. Didn't hit/feel bump stops or rub a tire.
Slalom: Took a few runs to get the tires to proper temp (first few I could tell the fronts were cold and not working). Then the balance I was expecting gave me confidence to attack. Like a Lotus, there's more roll than expected in transition, but also tons of grip and control (throttle-steer and steering-steer are both available and predictable). Joy!

Gary Coleman. Danny DeVito. Emanual Lewis. Wee Man.
Until yesterday, these were the only four people that could drive our Project Miata comfortably.
Personally I've been complaining about the Miata's seating position since I drove a pre-production Miata back in 1989. The seat angle is all wrong (kinda dumps you into the footwell) and the seat is just mounted too high. Combine that with a steering column with no tilt and I've always wondered why Mazda wanted you to sit on a Miata and not in a Miata.
Until yesterday I thought the only solution to this is an aftermarket seat. I was wrong. Dan Edmunds had another solution. "Pull the seat foam out," he said. "I did it to one of my Miata race cars about 20 years ago."
So I did.

Yesterday I pulled out the Miata's driver's seat and went for it. I peeled off its seat bottom upholstory as much as possible, stuck a hand in there and began tearing. What I found was very dense foam more than two inches thick. More platform than padding. I even had to use a steak knife to cut some of it out.
When I was done, nearly all of it lay on my driveway, but only sections from under the driver's butt. I left the side bolsters and the thigh support alone. The entire process took about two hours, and I did loose more than a little knuckle skin (blood everywhere), but the results were worth it.
I'd still like the seat to be about a half inch even lower, but now the top of the steering wheel isn't covering the top of the gauges, and you no longer feel like you're sitting on top of the car.

Perspective. That's something I neglected to include with Project Miata's most recent round of performance testing.
Like, for example, how it measures up in terms of outright grip.
Beyond the jump is a list of the top fifteen grippiest cars we've tested in the past four years. The results might surprise you.
Lat. Accel (g) Model
1.02 2010 Chevrolet Corvette ZR1
1.01 1997 Mazda MX-5 Miata; Project Miata
1.00 2011 Chevrolet Corvette Z06
0.99 2011 Porsche Boxster Spyder
0.99 2010 Porsche 911 GT3
0.99 2008 Mitsubishi Lancer Evolution X
0.99 2008 Porsche 911 GT2
0.97 2011 Audi R8 5.2 quattro Spyder
0.97 2011 Ford Shelby GT500
0.97 2010 Porsche 911 Turbo
0.96 2011 Porsche 911 Carrera S Convertible
0.96 2010 Chevrolet Corvette GS Coupe
0.96 2010 Porsche Panamera 4S
0.96 2009 Nissan GT-R Premium
0.96 2008 Lotus Elise SC
Note that the Porsche GT2 and GT3 use R-compound tires. Project Miata is on traditional street tires.
Also, we've had a few cars produce higher numbers at a facility other than our usual testing site — for example a ZR1 that produced 1.10 g and a GT-R Spec V that turned 1.11g. The list above shows new production cars all tested at the same site.
Now For Some Geeky Background On The Skid Pad
We use a 200-foot diameter skid pad. It's flat asphalt. It's not perfect — there are paint lines and probably some seam sealer here and there on the surface — but it is consistent. Surface temperatures, too, don't vary much. You won't see 30-degree temperature swings; Southern California is good like that.
Every car is run clockwise and then counter-clockwise, timed, and the results averaged. This always results in a less-impressive result than the instantaneous grip most tires are capable of briefly generating.
Often, the first run in each direction is the quickest. Subsequent orbits usually suffer since the heat liberated at the tire-road interface adversely affects their grip. It's rare to have to make more than two runs in each direction, and that's with alternating the direction each time to keep the tire temperatures in check.
The driver keeps the inside tire on the line all the way around the skid pad, and the "lap" time is measured. We use 103-foot radius for calculation purposes as that's roughly where the centerline of each car is located as it arcs around.
All cars, including Project Miata's most recent test, are tested with a full tank of fuel and all ancillary equipment in place unless specified otherwise. That includes a jack and spare tire or tire inflator kit, blowup doll or what have you.
Here's even more detail on how we test cars.
More Grip? For Reals?
Project Miata could be set to a lower ride height and likely generate even more grip. However, this would eat into its street livability — its current ride height of 4.75" front and 5.00" rear as measured at the pinch rails is about a half-inch higher than what you'd want on the track, and this, in turn, limits the amount of front camber that can dialed in. As it sits today Project Miata has -2.1 degrees front and -1.9 degrees rear camber.
Gaining additional negative camber while retaining the current ride height (which I like) would require offset control arm bushings. Perhaps a project for another day.
Also, a diet wouldn't hurt. For the car, I mean — I'm a wall of muscle. A 2,344-pound first generation Miata like this one is something of a plumper in the context of track-driven examples. Some targeted weight reduction is in order, I'd say, keeping in mind that it's a dual-purpose car. Meaning the a/c stays.

One of the worst things about this generation of Mazda Miata is the complete lack of steering wheel clearance. Let a pedal out and my knee hit the wheel. Turn the wheel and my hands hit my legs and the bottom of the wheel is ALWAYS rubbing up on my thigh in a very unwelcome way. It's unpleasant.
But not anymore. Oldham dug about six loaves of foam out of the seat this weekend and I'm happy to report that not only did this increase clearance, but it increased comfort. The seats in our M edition were ultra-firm and dead-flat. Now there's some squish (you could drive it for hours if not for the noise) and, being lower, the side bolsters actually work as bolsters.
I avoided driving the Miata because I hated the seat / wheel position so much. Not anymore. Now I just wish he'd scooped more foam out of the back, too. Next time.

Hmph. Well, I usually just leave it set to vents-and-feet anyway. So there.
The slider is jammed in the position you see above, so I crammed my torso into the driver's footwell to see what is amiss among Project Miata's various cables and rod linkages that regulate the direction of the breeze. Found nothing obvious in the time it took for my bum shoulder to really get pissed off, which is about thirty seconds. A problem for another day. Or another person.
In other, less-pedestrian news, I installed a Flyin Miata clutch and flywheel this week. And I'm likin' it. More on that later.

After Project Miata's tired stock clutch scuppered our plans to run acceleration testing, it steadily worsened. We needed a solution, so we tapped the fine folks at Flyin' Miata, the universe's single largest player dedicated to the Miata aftermarket.
Hit the jump.

A few days later, a box arrived containing what you see above — a Flyin' Miata Level 1 clutch and lightweight flywheel along with new pilot and throwout bearings, a clutch interlock override doohickey and an alignment tool.
"Level 1" might sound tame, but consider the specs: this clutch is rated to hold 318 lb-ft of torque (as measured at the flywheel). Project Miata in its current guise is twisting out 141 lb-ft at the wheels (Dynojet), so Level 1 gives us a wee bit of margin. Plus, it's purple.

The clutch disk itself is an organic friction material with a heavy copper loading that increases torque holding capacity. Here are some words of wisdom for the noobs in our midst: if you want to drive your car on the street, you want an organic clutch lining and not some ceramic puck-type nonsense. Non-organic clutch linings provide engagement that is like a lightswitch and/or very juddery and you will hate (and I mean HATE) your car. Track-only cars that don't need progressive engagement can get away with the more aggressive friction materials.
Barney the purple pressure plate is a unit with a relatively high clamping force. Clever detail work within means this clamping force is achieved without ridiculous pedal effort. By using more of the available pedal travel, the Flyin' Miata clutch can pile on more total clamping force with little change in effort. Flyin' Miata are smart like that.

A lighter flywheel is one of those decisions that seems like a no-brainer but is easy to overdo and then regret. Like the clutch lining question, prudence should rule here. On a race car, sure, make the flywheel as light as you can. We're building a true dual-purpose car, so it's got to be streetable. Go too light and it will be tough to modulate engine speed every time you leave a stoplight.
Really, talking about flywheel mass is incomplete. We should be talking about rotational inertia if we're to be totally accurate, as two flywheels of identical mass could have radically different inertia, depending on how that mass is distributed. This is because inertia changes with the square of the radius. But until flywheel manufacturers start publishing product data in units of lb-in^2, we're stuck with mass.
You've probably seen claims of increased horsepower for lightened flywheels. There's a big asterisk here — the amount of power sucked up by flywheel inertia depends entirely on its rate of change of the speed. The faster the revs climb, the more difference a lighter flywheel will make in power delivered to the wheels. Hence, light flywheels make a bigger difference when accelerating in the lowest gear (first) since it is here the revs can change quickest.
But hang on — the revs can change even more quickly when you're not accelerating at all. Think how fast the revs climb during a gearchange when you blip the throttle to match revs. Here, light flywheels shine brightest, making your engine feels less trucky when shifting. They're about a snappier driving experience.

The FM flywheel weighs 13.5 pounds to the stock 20-pounder. You can see the holes near the center of the FM unit, but the bigger deal from the all-important inertia standpoint is probably the FM's flywheel's lack of a giant inertia ring waaay out at a large radius. Note the large, fun-sucking flange protruding from the stock flywheel here.
Another thing we like about the FM flywheel — it's made of steel. The whole thing. Aluminum flywheels with their fussy multi-piece construction, delicate threads and inherent fatigue limitations are an unecessary can of worms. I'll only ever use an all-steel flywheel on cars I build.
Mark at MD Automotive helped out tremendously with the installation, applying his decades of Miata experience to make the process inhumanly smooth. You rock, Mark.
We'll have driving impressions of the new getup in the coming days, and then (in a few weeks' time due to a convoluted testing schedule, unfortunately) we'll run numbers on this little green supercharged Tic Tac.





After a certain point, it can become more appealing to just let birthdays slip by unnoticed, instead of announcing them with sugary cake and garish party hats. Maybe the Miata was in that kind of mood when it quietly crossed the 130,000-mile mark several miles back without so much as a whisper.
Well, we didn't forget, old friend, so like it or not, here's to you. You don't look a day over, uh, 130,081 miles.

Guess which one of these kids would not fit in the Miata's newly sculpted driver's seat? Yup, Frankie Festive over there on the right.
Guess which one of the above three I resemble most? Yeah, *sigh*.
If I want to fit in the seat properly, properly enough to drive this thing hard without experiencing pain, I'm going to have to put down my deep fried Twinkie, pour out my Four Loko and hit the gym.

When I jumped into our 1997 Mazda MX-5 Miata it was deja vu all over again. Hadn't I seen this cockeyed gearshifter somewhere before? Oh yeah, that '84 Ferrari (pictured below). Fortunately our '97 Miata isn't as high-maintenance, plus it's actually fun to drive so I'll cut it some slack.

I asked Project Miata JayKav what was the deal with the crooked knob (which he lifted from the previous Project '94 Miata). Apparently when he put it on straight, it was too tight so he nearly couldn't take it off again. "I think it's been overtightened way too many times," he said.
Good thing there's that handy-dandy picture to the right of the gearshifter in case anyone needs reminding of the layout of the gears. Pfew! Heh.

It was a few upgrades ago that I last drove our long-term 1997 Mazda MX-5 Miata — last time it didn't have the wheels/tires, the new clutch, the Momo steering wheel or the "lowered" seat. All this stuff had an immediate effect on my driving yesterday, as I adopted a more run-and-gun style without even thinking about it, making even my routine errands on LA's west side exciting.
The new clutch makes it so much easier to enjoy the Kraftwerks supercharger kit for the simple and obvious reason that you can run through the gears more quickly and with less left-foot deliberation. Now, Project Miata's neat combination of torque and grip is undeniable.
All Miatas, well, at least all first-generation Miatas, feel direct in their reactions to throttle and steering input. But the green '97 project car feels sharp and precise in its responses, too. You turn the wheel, it responds, and goes through the corner with no body roll. Its reflexes, combined with its lowness to the ground, combined with the atmospheric Momo wheel, make me feel a bit like I'm driving to the dentist in a racecar. How can my life be this good?
Somehow, too, the ride quality is better than I remember it being on the '94 white Miata when it had the wheels and the Hankook Ventus. Maybe I'm just less of a whiner now, but really, our '97 is very compliant, except over gnarly seams in the road. I may have to see what JayKav has planned for this car once it cycles out of the fleet.

First, the good news: The new Flyin' Miata clutch, which replaced the previous tired and dead-feeling unit, works great. And despite being rated to handle over 300 lb-ft of torque, it has a very light effort and an intuitive engagement point, making it simple to use in stop-and-go traffic.
Now the bad news:
The newly scooped-out driver's seat ain't working for me. I understand the intention, as you definitely sat a bit high in the stock configuration. But because the foam was simply ripped out of the center of the seat cushion, the sitting pressure falls primarily to my hips and the side of my legs which now rest on the bolsters, my right leg and most particularly my right hip socket taking the brunt. Ouch.

Two upsides: First, you do sit lower. And second, there is some semblance of lateral support now (newly scooped-out driver's seat, above; untouched passenger seat, below).

I also may be a little more sensitive to seat comfort issues than some of our staffers, as my 65 mile (one way) commute means I spent an hour and a half in the driver's seat on my way home yesterday.
Unfortunately the modified seat cushion now combines with the too-narrow seatback, which was already forcing my back to rest more against the bolsters than the actual seatback.
Remind me never to take any of my cars to Scott's Custom Upholstery Repair Shop, Inc.

I like how our project Miata car has progressed. It's a ton of fun to drive around, but I think it's lacking a little personality. So I decided to mock-up some of my ideas. Above is the baseline — a rough approximation of British Racing Green. Fair warning, the original image was an orange Miata and I didn't have the energy to give it my full Photoshop attention. There are some reflections and edges that are pretty amateur, but don't worry, things get worse. Much worse...

As a Lotus fan, I though it could use a stripe.

I also like Gulf-liveried racecars. Is your stomach turning yet?

Oh, but a classic 250 GTO livery is even better, no? No.

I can already hear it..."Step away from the Photoshop!"

My Starsky and Hutch version wasn't as bad as I thought. But then again, I already emptied the contents of my stomach into my wastebasket.

This one's for Oldham. I think I just got fired.

And for my finale: Helllllllooooooooo Kitty.

First off, as I've said before, I love the new Momo wheel we got for our old Miata. Just one minor gripe: flicking (or holding briefly for a lane change) the turn signal lever is a bit awkward. With my normal driving position, the lever is just at the tip of my "give 'em the bird" finger. To flick the signal, I have to rotate my left hand grip slightly outward. The new wheel's rim is an inch closer to the driver, which puts the signal stalk an inch further away.
Not really a big deal for me — it certainly wouldn't deter me from putting this Momo in my Miata (if I had one). But I have rather large hands for a short guy (I can palm a b-ball provided it's somewhat tacky). Just something that those with smaller hands may want to take note of while they're contemplating new (steering) wheels and their associated specifications.
Note: This post / gripe does not apply to L.A. drivers.

Yesterday I ran our project 1997 Mazda Miata through an automated car wash. The kind you ride through inside the car. I held my breath and crossed my fingers.
Turns out I had nothing to worry about. No leaks. No leaks inside the car or inside the trunk. Our Miata is water tight.


I drove our 1997 Mazda MX-5 Miata last night after I had taken our 1985 Porsche 911 Carrera just the night before, and after having driven both cars, I feel confident that the Miata can beat that old 911 in a drag race.
Sure, back in the day a stock Miata had a 0-60 of about 8 seconds (and with the M edition's weight that's being generous) and the Porsche was 5.6 seconds. But flash-forward to now with our supercharged MX-5 and its "better time" (Project Miata Editor JayKav will be posting its most current performance numbers shortly) and the Porsche, well, who knows since we haven't track tested it yet...but with its long throws and finicky gearshifter...h'yeah. It doesn't stand a chance, at least off the line, against the quicker-shifting Miata.
In any case, after not having driven the Miata in ages, it felt good to get behind its wheel again. I only took it last night, not only because I wanted to see how it felt after the Porsche, but because I wanted a car that was easy to pilot in the highly congested area I was driving into and that was fun at the same time. It's a great city car — easy to negotiate traffic, can park it anywhere and bonus for the wheeee!

Look at that paint! He must've paid, like, $2400.
As much as I like Panasports, I like our 949 6UL's better.

It was Easter Sunday, I had no concrete plans but did have the Miata and the promise of some open roads. So my friend Fled (yes that's her name — short for Elfleda) and I decided to head up Pacific Coast Highway towards Santa Barbara to go to Easter mass and get some lunch. Despite the gloomy (but cool looking) sky we saw later in the afternoon here on Las Posas in Camarillo, all we got was a little sprinkling earlier in the day. So nope, no storm.
When I was shooting this pic, I was reminded just how timeless the style of the Miata is. These first-generation cars were produced from 1990 through 1997 and still look fetching to me. Yes, they were inspired by (and cribbed some of the styling cues from) the '60s Lotus Elan. But to my eyes, the Miata has an even greater purity of line and sense of proportion.

Photo by photobucket user aaa-111
Whew! It's been a hectic couple of weeks here in the gilded halls of IL, and posting the acceleration testing results of Project Miata's Kraftwerks-supercharged ways has been lurking conspicuously on my to-do list.
Okay, excuses are over. Across the jump is what you came here to see.
Now that it's got a solid Flyin' Miata clutch and flywheel — and it's really quite remarkable in its similarity to stock pedal feel — we were able to launch this puppy for real. Unlike when we tested it with the tired stock clutch, this time Project Miata could actually get out of the hole. See digits below.
Also, we re-tested the handling just for yuks. 1.03g in the house.
And no, that's not Project Miata in the lead shot. But it's pretty awesome, is it not? There are a few more shots of it here, but no information unfortunately.
(If you want a reminder of what a stock first-gen Miata with average miles can do nowadays, amuse yourself with our old white car's baseline performance test results. Hilarity will ensue.)
Vehicle: 1997 Mazda MX-5 Miata
Odometer: 130,377
Date: 4/5/11
Driver: Chris Walton
Specifications:
Drive Type: Rear-wheel drive
Transmission Type: Five-speed manual
Engine Type: Supercharged and intercooled inline-4
Displacement (cc/cu-in): 1,839/112
Redline (rpm): 7,200
Horsepower (hp @ rpm): 173 @ 6,900 (Dynojet chassis dyno)
Torque (lb-ft @ rpm): 141 @ 5,900 (Dynojet chassis dyno)
Brake Type (front): 10.0-inch one-piece ventilated cast-iron discs with single-piston sliding calipers
Brake Type (rear): 9.9-inch one-piece solid cast-iron discs with single-piston sliding calipers
Steering System: Hydraulic-assist rack-and-pinion power steering
Suspension Type (front): Double wishbones, FatCat Motorsports adjustable ride-height coilovers with coil springs and monotube dampers, Racing Beat hollow stabilizer bar and 949Racing endlinks
Suspension Type (rear): Double wishbones, FatCat Motorsports adjustable ride-height coilovers with coil springs and monotube dampers, 949Racing endlinks
Tire Size (front and rear): 225/45ZR15 87W
Tire Brand: Hankook
Tire Model: Ventus R-S3
Tire Type: Summer
Wheel Size: 15-by-9 inches front and rear 949Racing 6UL
Wheel Material (front/rear): Aluminum
As Tested Curb Weight (lb): 2,342
Test Results:
Acceleration
0 - 30 (sec): 2.4
0 - 45 (sec): 4.4
0 - 60 (sec): 7.1
0 - 60 with 1-ft Rollout (sec): 6.8
0 - 75 (sec): 10.1
1/4 Mile (sec @ mph): 15.0 @ 92.0
Handling
Slalom (mph): 71.6
Skid Pad Lateral Acceleration (g): 1.03
Comments
Acceleration: A little tricky to launch because of the sticky tires and torque-challenged engine. Here's the deal — it's now possible to break the tires free, but the engine cannot maintain the wheelspin and bogs down hard. Finally using some of that new clutch, I maintained spin beyond the bogging point and kept revs up. Voila. But there's a problem — that "mystery gear" between 3rd and 5th where the gear lever definitely finds "home" but no actual gear. Did this several times in a row (also did a 2-5 upshift!) before actually finding third gear.
Handling: Skidpad: As before, breathtaking grip, unbelievable poise and adjustability and maybe, just maybe, scooping out the seat lowered the center of gravity, earning it 0.02g more than before.
Slalom: As before, the car hits the rev limiter in 3rd gear — requires 4th and it is tempting to go in too hot, slide controllably (and have a great time doing so), however the quickest run was "slow-in, fast-out" to maintain all four tires' grip throughout the run. So freakin' capable, confident and fun!

You won't find a heck of a lot of handy stowage cubbies in a first-gen Miata. In fact, you won't find any unless you count the chintzy cupholders or flip open the lid to the shallow center console and take away a spot to rest your shifting arm. However there are a pair of door pockets that don't look like they'd hold much but actually are perfect for securely holding a phone and wallet. And that's just fine with me in this lightweight, minimalistic sports car whose focus is right where it should be — on driving.

It depends on who you want to impress.
The valet guys in front of the restaurant are one thing. You know, the place with the flash cars and the flash people, the place where the pure power of money is always on display.
But impressing the guys at Auto Airport Parking is another.

What everybody has come to call the AutoAirporter over the last 35 years is just another parking place near the Los Angeles airport. It's not the best nor the worst. What it is, really, is indoors, and there are not so many of these, and someone drives your car up into the structure and then brings it down to you when you return.
There are no flash people at the AutoAirporter. Well, they might be flash people, but it’s hard to tell, because they are either flustered and in a panic to park and get into the Auto Airport tram that takes you to the flight terminal, or they’re frazzled and worn by the whole soul-destroying experience of flying these days, which has the same charm as taking the third-class bus on market day somewhere in rural Peru.
People come to the AutoAirporter with their real cars and their real selves. What they’re really interested in is parking inside a structure so their cars won’t get etched by jet fuel precipitated out of the air when it rains or gets foggy, transportation to the terminal, and a manageable bill afterward.
So the AutoAirporter guys are not easily impressed. Or they are not often impressed, anyway. Or maybe they are impressed in a different way.
Anyway, I am impressed when the guys bring down our 1997 Mazda Miata and tell me, “Nice car.”
Now if there is one thing that our Miata is not is “nice.” The paint is faded and etched. The interior is a disaster of worn, cracked upholstery. The steering wheel belongs on go-kart. The windshield-wiper arms look like they have been through an atomic test. The headlights have cataracts.
But as the AutoAirporter guys explain, this Miata looks tough. It looks like someone drives it. It looks like someone drives it in a way that it’s supposed to be driven.
I am totally impressed that the AutoAirporter guys like our car. By a miracle we have rescued this Miata from the land of wimpy runabouts and given it a new life as a serious car. It might look like a mess, but the hoarse intake roar of the supercharged engine and the wide semi-slick tires tell another story.
Maybe that’s why the AutoAirporter guys like this car – it’s too tough to die. After all the flash has been peeled away over the 20 years, this is still a car that valet guys want to drive.
The AutoAirporter guys told me so.

Mr. White: Hey man.
Mr.Green: Oh, hey.
Mr. White: How's it going?
Mr. Green: Ah, it's good, thanks. How are you? I mean, yeah. Anything new?
Mr. White: Me? I'm good. Yeah, thanks. Doing good! I'm just getting some much needed rest back here. Chillin'. Totally. Life's good. Yeah, I'm good.
Mr. Green: Well, that's good. Good to hear.
Mr White: Hey, uh, are those my wheels?
Mr. Green: Ummm
Mr. White: I mean, those look like my wheels. They bought those for me. And that top. They bought the top for me too.
Mr Green: ...
Mr. White. It's cool, I mean they could have pulled my trunk out but I guess it was easier, you know, for the short term, to bring you in. Is that my suspension?
Mr Green: Yeah.
Mr. White: Ok. No, that's cool! Yeah, I remember how much fun I was. I was a lot of fun. Good times, man.
Mr Green: No, yeah. It's fun. Ummm, hey Kurt's coming back. I've gotta get warmed up.
Mr. White: Of course! Hey, don't let me hold you up man. Nice to see you and stuff. Glad we could... it's like we bonded man!
Mr. Green: Yeah, sure. It's been real.
Mr. White: Hey, one more thing.
Mr. Green: Yeah.
Mr. White: Yeah, uh, you haven't heard anything about me have you? I mean, I don't care, I'm just kinda curious. I'm kinda cut off down here. I'm still good. Nothing a hammer couldn't fix amiright? I'm easy to fix.
Mr. Green: Right. Yeah, no. I haven't heard anything about a crusher.
Mr. White: Ok, that's cool. Wait, did you say crusher? What about a crusher? Dude.
Mr. Green: Oh, I mean I haven't heard the word crusher. Not at all. Seriously. Hey, uh, gotta run. Will you be here... ?
Mr. White: Totally, I'll be here. Right here, man. This is my spot! Ha, my spot. Yeah, they should put my name on this spot. Totally. It's reserved for me. Cool.
Mr. Green: Ok man, catch you later.
Mr. White: Hey, is that a supercharger? That's cool. Pssshhhht! Love that noise! I like it, bro. Yeah, I was supposed to get that too you know...

How refreshing to pop the hood on a car and see the actual engine rather than a giant slab of stylized plastic covering everything up. I know that sometimes those covers serve as additional sound insulation, but they're typically used to improve the underhood aesthetics (there's nothing sexy about today's plastic intake manifolds and a bunch of wires and hoses).
But in addition to making things like spark plugs and dipsticks more readily accessible, our Miata's unadorned engine allows gear heads like me to see the handsome cover for the double-overhead camshafts and the racy individual, aluminum runners of the intake manifold. Just another characteristic of these first-gen Miatas that I like.

I was alerted by our resident Miata mechanic that our '97 hardtop has a slight thirst for oil. So after taking it for a spin I pulled it into my Miata-sized garage to give it a little love. I had stopped and checked the oil during my drive and sure enough it was a bit low.
I can't say that I'm surprised. You really have to ring this thing's neck to have fun even with the supercharger. And when you're talking about a tired old, four-cylinder, its bound to use more oil than your average Corolla.
Didn't stop me from having a great time driving it though. It's easy to forget how enjoyable it is to drive a light car with some decent power. Those big meats don't hurt either. I even like the Oldham seat update. Only thing that still bothers me about this car is the shifter as I fumbled into third more than a few times. Nothing a little more practice wouldn't fix I'm sure.

Wide enough?
If those wheels were Cragars and the Miata was a Nova, it would be 1979. It would also mean that my pants would be polyester, I would have a combover and a frightening mustache. Never mind.

Thanks to the broad power band the Kraftwerks supercharger affords our Miata, downshifting isn't nearly as necessary as it used to be, but I'll be damned if I don't like to do it anyway. It was fun before the we swapped in our Flyin' Miata clutch and flywheel, but now, now it just gets me all giggly.
It does take me a few shifts to adapt to the nature of this engine, especially since my own cars don't have such light flywheels, but once I do, up shifting, and especially downshifting, become second nature. It makes me feel like I actually know what I'm doing. That alone is worth whatever we paid for the parts, in spades.
I'm going to have to buy Mr. Kavanagh an ice cream sandwich. With bacon.

At 6 feet 2 inches, I need a fair amount of room to feel comfortable behind the wheel. My legs are relatively short, though, so my standard driving position is a bit on the odd side. Think sitting close to the wheel with the seat tilted back.
Oddly, I feel much more at home in our tiny little Miata than I do in our '85 Porsche 911. Could be the changes Oldham made to the Mazda's seat, or the new steering wheel. Either way, it works well as there's plenty of room for my knees which makes it much easier to shift and steer.
The 911 is comparatively cramped as I'm constantly try to get my legs out of the way so I'm not bumping the shifter or steering wheel. Never would have thought the 911 would be so tight without driving them back to back. Of course, I look better getting out of the 911 that I do exiting the Miata. Oh well.

Let me tell you what's special about this otherwise unskilled photograph of the Miata's cabin. Actually, only the contents of the photo are noteworthy.
There's the sweet Momo steering wheel. Great feel and profile, and light touch horn button. Clearly useful on Italian roads, largely ignored around LA and Orange County. There's a cigarette lighter, still a personal favorite (if for no other reason than to remind of times when automakers made fewer choices for you). There's even an analog odometer and trip meter. Don't see many of those anymore.
And near the bottom middle of the picture, you'll see the accelerator. Just a regular old throttle pedal, thin and grippy. More importantly, that pedal is attached to a throttle body with an old-fashioned analog steel cable. Definitely don't see many (any?) of those anymore.
Got me thinking that cars which literally drive by a wire will be more coveted on the used market in the next decade or so. Maybe not among mainstream car shoppers, but enthusiasts. It'll become a selling point. After years of being conditioned to drive-by-wire, and now hybrids and even BM freakin' Ws that essentially ignore our true intentions, even a Mazda 626 will feel sporty with a direct connection to its air and fuel delivery.
Makes me further regret selling my '91 Integra some years ago. Great four-door LS 5-speed (DB1) in white, on new bushings, Tokico coilovers, and 5Zigen wheels. Even started getting parts together for the LS/VTEC head swap. Man, that car was great. Super responsive, good pull even for a Honda.
But as my job then involved multiple project cars, the DB ended up sitting in the garage more often, and in a moment of near-sightedness, I sold it to a kid who promptly went out, revved on his friends a few too many times, and blew the head gasket. Poor car.
My current Cherokee also uses no middleman in its throttle application, and it's one of the reasons I'm loathe to sell it (despite every indication that it's time). Obviously some DBW systems are pretty good and very transparent. You don't have to deal with cable slack and engineers can dial in nice resistance and feel. A car so equipped is not the end of the world.
Still, I'm betting that hard-wired connection starts commanding a premium as enthusiast drivers look to fun cars that remove as much governance as possible between themselves and the contact patch.

Lately, if you give Project Miata a proper dose of throttle after it has had a good long heatsoak in, say, LA traffic, it'll ping. Not just one sporadic event, but several pings scattered through the midrange and up into the red.
When you hear detonation in a car like this, you should back off the throttle, stat. This is how I'm wired, but in this particular instance I had to grit my teeth and stay in it for the duration of the gear.
I did what I could to remedy the ping once I returned home.
I used this:

And got busy on this:

That's the Miata's cam angle sensor. Rotating it adjusts the base ignition timing. It's an easy solution to the detonation situation we have, and it's all we can really do.
The Miata's old school. It has no knock sensor. And the Kraftwerks kit relies on its modest nature to get by without the additional expense and complexity of adding knock control. So when you hear pings, all you can do is adjust the cam angle sensor to retard the timing.
When you adjust the cam angle sensor, you globally scale the ignition map — the whole thing is advanced or retarded. This sucks because you really only want to retard the timing for one condition of full load and at certain revs, namely, where the ping occurred.
By retarding it everywhere you give up performance (and fuel economy) everywhere in the engine's operating range. The additional retard also needlessly increases exhaust gas temperatures, too.
I nudged the sensor back a couple degrees. We'll see if it kills the ping.
I'd love to experiment with a proper knock correction system on this car.

Until this past weekend, it'd been weeks since I had last driven Project Miata, our longterm 1997 Mazda Miata. I'd almost forgotten how much I like it. Man this car is fun.
Yeah, it's got some rattles and the Oldham seat mod doesn't work for my posterior, either. But this car is just so danged sharp, predictable and light. Its combination of select aftermarket hardware and inherent goodness is formidable.
Take two theoretical cars of identical power-to-weight ratio. They may have the same potential on paper, but you simply cannot synthesize what lightness does for the driving experience. Unless something went horrifically wrong in the transition from theory to reality, the lighter car will be more rewarding to drive. Not to mention easier on tires, brakes, etc...
Speaking of light weight, I have one regret regarding our Flyin' Miata lightweight flywheel.
I should have opted for their even-lighter 10-pound one. See, the improvement in throttle-blippiness (you can quote me on that) during gearchanges provided by our 13.5-pound FM flywheel is addictive. Some lightness is good, so more lightness would provide even better blippiness, right?
On the plus side, there's only a little bit of gear rattle (a benign side effect of lightweight flywheels) with this flywheel compared to stock, whereas an even-lighter one will result in more noise. But, yeah, if I were to do it over I'd trade a bit more gear rattle for more snappiness. You guys were right.
The Flyin' Miata Level 1 clutch, in the meantime, is so similar to stock effort that none of the other editors have even noticed that it's been changed. It really is impressive. Maybe someday we'll have to test its claim of holding 318 lb-ft.

Yesterday I drove our Project Miata to my kid's school. Yes, it looked out of place. I loved it.

Want to bring your Miata to a track day? You'll need a roll bar. With few exceptions, the organizers of such events won't allow convertibles to run without one.
But let's step back a bit first. Track days aren't the only reason to install a roll bar in a Miata, and some roll bars offer more than just rollover protection. Roll bars like the Blackbird Fabworx GT3 6-point, for instance.
Consider that a stock Miata's chassis stiffness is, shall we say, tapioca-like. Then consider that steel is plenty stiff, and that roll bars are comprised of lots of the stuff. A standard 4-point roll bar does a pretty good job of stiffening up the rear bulkhead area, but this is not the area of lowest-hanging fruit in shoring up a Miata.
The Miata's structural Achilles' heel is the part it doesn’t have – a roof. A hardtop "closes the box" of the car's flimsy open-top layout, and in so doing enhances chassis stiffness a tad (whether Mazda intended it or not).
Still, first-gen Miatas are flexy flyers, and we want to further tie the front end of Project Miata to the rear. Door bars have been high on my to-do list for Project Miata. So when I came across the Blackbird Fabworx GT3 6-point bolt-in roll bar that integrates the door bars to the roll bar, I was intrigued.

Moti, proprietor of Blackbird Fabworx, explained the various options – the roll bar or cage offerings are customizable in bracing, wall thickness in certain sections, even color – and shortly thereafter we dropped Project Miata off at his shop in Northridge, CA. There, he fabricated and installed the GT3 roll bar.
The process was quick, efficient, friendly, even fun, as Moti’s knowledgeable in a broad swath of automotive interests. One day we’ll show you his one-off bike-engined car that’s nearing completion.
I’ll post more info on the Blackbird Fabworx GT3 6-point roll bar in a followup post, but for now, here’s a peek of Project Miata during Blackbird Fabworx' fabrication process.

Blackbird' Fabworx GT3 roll bars are compatible with plastic-window soft tops, although Project Miata is hardtop-only.

The rear package tray sheetmetal is trimmed to accomodate the roll bar's rear legs, which bolt through the sturdier trunk floor to backing plates.

Note that the harness bar is not yet welded in. Blackbird Fabworx customizes the height of the harness bar depending on the driver and the seat.

That's because the shoulder harnesses of a race harness, to function properly, need to sit somewhere between horizontal and 20-degrees, where the bar is lower than your shoulder. Angles greater than 20-degrees compress the spine and put loads into the seat that it was not intended to support, Here, we're at 7.6 degrees, which is goodness. We also did a test-fit with one of Moti's race seats for when we finally ditch the stock seat and confirmed the goodness.

Door bars make the difference between a 6-point roll bar and a 4-pointer. They also make a hugenormous difference in chassis stiffness in a Miata. The plastic armest will be sectioned to make room for the door bar; a small price to pay.

This is where the door bar will be welded to the main hoop. Very nice looking welds all around.

The forward end of the door bar is bolted to a proprietary receiver mount that Blackbird welds into the car. This unique placement sets the Blackbird Fabworx GT3's door bars apart from other ones, for reasons I'll detail later.

Clearances to the chassis are consistently tight and uniform everywhere on the GT3 roll bar. This is something you can't get in a mass-produced roll bar. Blackbird Fabworx' services are available to anyone within driving distance of Northridge, CA. Sorry, Tennessee. On the plus side, southern California is a high-density nexus of Miata enthusiasts.

The seats retain full travel despite the presence of the door bar, which just touches the bolster at the seats' full rearward reach. Clearance of the door bars to the door cards is paper-tight and consistent. It's remarkable; sitting in the car, you don't even know the door bars are there.

Whozzat?
Sources
Blackbird FabworxNorthridge, CA
http://blackbirdfabworx.com/
moti@blackbirdfabworx.com
818-339-3884

It turns out that Moti of Blackbird Fabworx — father of Project Miata's brandy-new GT3 6-point roll bar — has been building fast Miatas for the street and track for years. He started out as a hobbyist experimenting on his personal car and testing at the racetracks of southern California. Then he became a professional — working for years at Tri-Point Engineering, a mecca of Mazda motorsports — before finally branching out on his own.
There are things you learn when you've been around the block.

The basics of Miata roll bar geometry is largely fixed by the shape of the cabin. There's only so much wiggle room for the placement of 1.75"-diameter tubes of drawn-over-mandrel (DOM) steel.
From there, Blackbird Fabworx gets creative. Moti will vary the tubes' wall thickness depending on your needs; make it a 4-point bar; the rear bracing can be a single diagonal, dual diagonal, an X-brace, or your initials spelled out in tube segments; he'll integrate a bar that ties into the windshield header, paint the roll bar fluorescent turquoise, you name it. Within reason, of course — don't ask for an aluminum roll bar or a 2-point job (those bars fold over the occupants like a mousetrap).
We went with the X-brace for better visibility than a dual diagonal.

What makes our GT3 roll bar a 6-pointer are its door bars, and not all door bars are created equal. Moti has seen how the commercially available door bars tie into the flimsy sheetmetal of the Miata’s floor pan, and he doesn’t like it.
Instead, the door bars of the GT3 roll bar tie into the car's vastly more substantial rocker sill area. Moti welds a flat receiver mount on each side of the car where the rocker meets the door frame. The door bars then bolt to these receiver mounts, forming two of the six attachment points. The other end of the door bar is welded to the base of the roll bar’s main hoop.
Not only is this location a much more structurally sound attachment point for the door bar than the sheetmetal of the floor, it also frees up the footwell for, well, your feet.
I originally had some concerns about ingress and egress being impeded by the door bars. It's workable. Yeah, they're there, and so are you, but it's not that big a deal. If it's too hard to get in or out, you're too old. Seriously, finding your way into the cabin of a stock Elise is more cumbersome than negotiating these door bars.
And once you're inside, the door bars are tucked so close to the door panel that they pose no impediment to your restless legs syndrome. They simply disappear.

The door bars are nearly a straight shot from the rocker to the main hoop in order to maximize stiffness. Subtle bends in the bars angle them outward so as to route them tight against the door cards. Seat travel is unaffected; it can slide all the way back. The headrest will tilt into the diagonal bar at this position.
I don't use full seat travel despite being 6'1" as I'm of the short-legs-and-long-torso people. Although it would require a very strange impact to bonk my head on the bar, I'll admit that its presence back there has got me thinking 'new seat' now more than ever.
I'd like to sit lower than our foamectomy'd seat allows. The stock seat's headrest is on the short side, and it'd be nice to have some real-life lateral support to stand up to the leech-like 1.03-g grip this thing has on the road. Yeah, I'm so over this crummy stock seat.
Although these photos don't show it, we've got high-density roll bar padding for this roll bar. Sticks of SFI 45.1 padding have been kicking around under my desk for months for this very reason.

Back to the roll bar. The tubes forming the door bars and rear X-brace are of thinner wall thickness than standard roll bar tubing to cut weight.
Same philospophy applies to the GT3's characteristic gussets at the X — they’re lightweight 16-gauge sheetmetal that's been folded like a taco shell and then welded in to reinforce things further. Those holes are formed by a dimple die, which not only reduces weight, it actually makes each gusset stiffer by cold-working the edge of the hole out of plane.
Our entire GT3 6-point roll bar weighs 53 pounds, or barely more than commercially available 4-point roll bars. Cost was $1200 installed (add $25 for the slick 3M clear film on the door bars; consider it a must-have), which is competitive with what you'd pay for an off-the-shelf roll bar and door bars, plus shipping and installation. But then you'd have a heavier roll bar with worse door bars and no customization.
Plenty of driving impressions in posts to come. Enjoy your holiday weekend.
Sources
Blackbird Fabworx
Northridge, CA
http://blackbirdfabworx.com/
moti@blackbirdfabworx.com
818-339-3884

Some of you have asked about Project Miata's visibility with the Blackbird Fabworx GT3 6-point roll bar. I'm here for you. Hit the jump.

At a glance, it may appear that the X-brace blocks the rear view, but in practice visibility is a non-issue.
Let's say you're looking at the rearview mirror from your usual driving position. The two bars forming the top of the X-brace knock the corners off the bottom of the mirror, and that's it. The gussets aren't in your path of sight at all.
You also look right over the crux of the X when you crane your head around while reversing. I wouldn't have believed this without first-hand experience with both styles, but the X-brace indeed has much better visibility than a traditional dual diagonal setup.

It was one of those trips I used to take monthly. My friends and I would pack up our cars with tools, various spares, a helmet and a set of R-compound tires and then hit some of the best driving roads in California on our way to a track day. Being in southern California, we're blessed to have several road courses within easy striking distance.
We'd drive hard, compare notes, tell lies, talk smack, joke around, eat bad track food, discuss the nuances of our digestive tracts. Sometimes there would be mechanical drama along the way. But it was always fun.
Somehow along the way these trips dwindled into annual events, maybe. Life got in the way. Racing, too, as competing in a half-dozen or more crapcan endurance races a year leaves little time (or desire) for hotlapping days.
When the last-minute call for a track day at Laguna Seca came in, my gang of fools decided we were long overdue for such a trip. The road beckoned.
We mapped out a route that had us taking 101 North and then picking up Route 33 in Ojai, across Route 58 back to Highway 101, and then jumping off at Carmel Valley Road, which spits us out nearly at Laguna Seca's front gate. If you've ever driven these roads, you know how badass they are. If not, well, they're badass.
Mike has his '99 Miata, and Dan's got a Lotus Exige that wears R-compounds exclusively. As for me, Project Miata's dual-purpose intent makes it ideal for such badassery. It's got the right balance of compliance and control and comfort and capability to swallow bumpy, broken roads and smooth track tarmac in equal measure. With only some minor wrench-turning before the trip, I could roll up to the track and not have to change a single tire or brake pad the entire time.
First a brake bleed, then pads. Its Stoptech 309 brake pads are some of the best pads I've encountered for hard street driving and day-to-day livability. I even use them on our championship-winning Eyesore Racing FrankenMiata LeMons race car, where they've shone.
Our green wine-and-cheese-mobile is heavier than the FrankenMiata, though, and doesn't have anything approaching that car's advanced brake cooling scheme which consists of deleted bodywork. For Project Miata I wanted pads with a higher maximum operating temperature to withstand track use, but still have enough thermal range to work on the road to and from the track.
A last-minute call to Cobalt Friction Technologies landed a pair of XR3 front pads on my doorstep. Normally they'd match these with XR5 rear pads on a Miata such as this, but they were fresh out of XR5s. Still, the XR3s have similar-enough torque output to the existing rear pads that there won't be any brake bias issues.

Are you a brake dork? Okay, read on. It's hard to tell from the photo, but Cobalt has put the maximum possible pad volume on the XR3's backing plate (top). It uses even more of the available real estate than the stock pad, as this variant of the XR3 is designed for Spec Miata guys that have to use stock brake hardware. More pad volume is key to squeezing the most heat tolerance out of a pad. In this case it's only a millimeter here and there, but every little bit helps.
Once the fresh pads were in, were ready to rock. The three of us left the driveway an hour after our planned departure time — just like the old days — and were immediately thwarted by a road closure in Long Beach that had traffic swarming, just like every day. A bit of threading around side streets and we hit the 710 freeway just to be stuck in traffic again on the 405 (what else is new). Eventually things cleared up, until signs for Route 101 loomed. The lanes for the 101 were backed up for as far as the eye could see. It was a freakin' disaster area.
Change of plans. We'd instead shoot up I-5 North and peel off at Frazier Park to take Cerro Noroeste up to Route 33. A minor diversion but one I have no problem accepting, as Cerro Noroeste is a real-deal drivers' road of the first order.
At this point in the trip, Project Miata began to hint at what was to come. I'll get to that in a follow-up post.

Remember a few weeks back I observed some pinging in Project Miata, and did the only thing I could which was to retard the ignition timing? Of course you do. It solved the ping, no doubt. No amount of flogging, flooring, or otherwise hooliganistic behavior will elicit that hamstring-jerking rattle of detonation.
Success. Right?
Partially. Recall that retarding an engine's ignition timing means that more of the combustion event occurs while the hot, burning mess is escaping through the exhaust valves. This, in turn raises exhaust gas temperature (EGT).
Who cares, right? Your ass cares. Higher EGT means higher cylinder head temperatures, which places extra demand on the engine's cooling system. If your cooling system is in a Miata then it inherently sucks to begin with. A couple degrees of ignition retard alone aren't enough to send things into a tailspin, but throw an intercooler in front of the radiator and add hot weather and you've got a recipe for a swampy ass.
Which was precisely the situation I found myself in as we crept along in traffic, just before making the decision to bail on Highway 101. The ambient air was in the low 80s-degrees F, with some humidity. The needle of Project Miata's temperature gauge crept off its usual "11:30" position over to the 12:30 position, and if you've been a regular reader of Project Miata, you know that this is not a good sign. Immediately I shut off the aircon and entered a staredown contest with the temp gauge.
It recovered. But this didn't bode well. The weather at this point isn't nearly as hot as it will be later when climbing the Tejon Pass (a long, long grade that ascends to the high desert), nor as dry, nor is the air as thin here at 670 feet above sea level as it will be when we exit I-5 at Frazier Park (4600 feet). And a big chunk of the drive from that point is literally through the middle of the desert until we reach Highway 101, or about, oh, 140 miles.
To date Project Miata has seen loads of hard driving, but always in pre-summer conditions and always around sea level. The cooling system is in good nick; all ducting in place, t-stat functions normally, the radiator was replaced with one of those thicker stock replacement jobs shortly before we bought the car, the cap holds pressure and it's topped up with 60/40 water/glycol.

Anyway, by the time we exit at Frazier Park I've found that our engine's propensity for self-immolation even at a steady cruise is manageable as long as I'm strategic about when I use aircon (flats and downhills) and how rowdy I get with the throttle. And when I hammer it, I blast the heat. In the desert. At midday. In summer. Yeah, this is going to be a sticky drive.
Still, there's fun to be had. Cerro Noroeste is a fast road that demands your attention, as there are a couple of blind, decreasing-radius sphincter-clenchers along the way. The road's largely untraveled, too, save for the motorcycle in front of us that's dawdling along at ten under the limit and not watching his mirrors. Dan in his Exige easily makes his way around the bike and is out of sight in seconds. I'm in no position to use full throttle, so I have to wait til Sleepy McBikerton wakes up and waves me by.
This road's smooth, and the rhythm of the turns is sort of hypnotic. Relaxing, even though you're focused. Funny how that works. As you pile on cornering loads the steering remains faithfully linear, so you don't steer Project Miata so much as think the car through corners. It's pointy and predictable and goes exactly where you aim it without having to first heave a bunch of mass into action. I've pontificated about lightweight cars before, and it is this lack of inertia that characterizes the experience.
After Cerro Noroeste we make our way north on 33. It's hot. Did I mention this? We refuel in Taft, where it's deep in the 90s but feels like a thousand degrees in this car's inherently warm cabin. Project Miata's part-throttle power delivery in these conditions exhibits some lumpy grumpiness, in part due to the retarded timing. And after just a few of Highway 58's spectacular twisting corners taken at speed, the temp gauge is marching right over to 'H'. I have to back way off. Major bummer, as this is the best section of 58, itself one of California's prime driving roads.
Cerro and 58 are smooth roads, and it's easy to make a suspension that works well there. Bump absorption and recovery is yet another test of a chassis, and perhaps we'll encounter some of those later in the trip. Also, how will the cooling system hold up on track? So many questions.

By the time we'd reached Highway 101 on our mountain-road-and-track trip, the ambient air temp had dropped considerably. I'd been able to use the throttle with impunity for the last several miles as a consequence, and we'd had a hell of a great drive so far, earlier near-overheating notwithstanding.
Carmel Valley Road was our final tarmac destination before turning in for the night. It was nightfall when we reached the turnoff for this road, a bumpy, tricky, tight mess of an unlit 23-mile stretch. I absolutely love it to pieces. But it's no place for some rickety 15-year old droptop.
Carmel Valley Road brings out the worst in a chassis. It has everything, sometimes all at once — off-camber, broken pavement, scree-strewn, decreasing radius blind corners. If your car isn't right, this road will let you know about it in no uncertain terms. Insufficient travel, poorly valved dampers, mismatched spring rates? You'll hate this road. This is an Evo or WRX road.
And you know what? Project Miata swallowed up that bumpiness and fidgetiness while being driven as hard as the headlights would allow, maintaining its grip on the pavement with the security of an iron fist. No amount of pounding would upset it. It remained poised, communicative and inspired heaps of confidence. I'd been impressed with its bump compliance before, but this road is kind of an ultimate test. Project Miata is no Evo, but it's doing a far better job of emulating one here than a 15-year old droptop has any right to do. Gotta hand it to FatCat Motorsports, they know how to dial a suspension for this stuff, and that's not easy.
That suspension works even better now that Project Miata's chassis stiffness has been fortified by the GT3 6-point roll bar. I'll go so far as to say that the car has been transformed by its presence, with the brunt of the credit going to its door bars. Much of the secondary jitteriness the body shell had while traversing bumps is now gone; the whole thing drives more all-of-a-piece. It now goes down the road like a fundamentally much more serious and capable car.
There's more. Project Miata's ride quality is notably more supple due to the roll bar. Inputs from the road can actually be damped out by the suspension, rather than simply being transmitted to the previously noodly (and undamped) chassis. Whether increased chassis stiffness improves lap times is one of those endless internet debates, but consider this — allowing the suspension to work better results in more uniform contact patch loading when traversing lumpy pavement. It also makes for a much more confidence-inspiring (and pleasant) drive. Confidence is speed.
One side effect of lowering a Miata (or any car, really) is bump steer, and Project Miata has exhibited it from the day we did exactly that. The bump steer was excessive at times on Carmel Valley Road. A million years ago I'd swapped in the longer tie rod ends from the R-package cars. A good start, but longer tie rod ends alone aren't really enough to quell the bump steer at the ride height Project Miata runs. I should fab some spacer shims to move the steering rack up. I probably won't.
Fun roads over, we turned up Laureles Grade and onto Highway 68 to find a hotel. Motel 6 only has smoking rooms available. Screw that. Days Inn it is. We'll rise with the sun (not really) and arrive at Laguna Seca in the morning, all bright-eyed and bushy-tailed (not really).

[Photo courtesy Dan Gielas]
This is the beauty of dual-purpose cars. Drive up to the paddock, attend a rambling, hour-long driver's meeting, take a first guess at tire pressures, put on your helmet, forget to pee and then grid up.
I'd forgotten how easy this is. These days my track time is always served with a giant logistical pain in the ass — these crapcan endurance races require trucks, trailers, spares, fuel cans, tools, driving gear, tech inspection, RVs, canopies, towing, mindless freeway slogs, hotels, costumes.
Here today, showing up and just... driving. Novel concept, that.
I'd already been trained to watch Project Miata's coolant temp gauge like someone afflicted with OCD. Fortunately, Laguna Seca's near sea level and this day is in the low 70s. Should be okay. I'll run the heater, of course.
Our run group is loaded with some serious hardware, most of them Porsches, and many of them race-prepped — a couple 911 GT2s, Turbos, a Boxster Spyder, Caymans, older 911s, Dan's Exige, a C6 Z06 on Hoosiers, a Shelby Mustang GT/SC. Our Miata, driven to the track and still wearing street tires, ought to be more or less a chicane out there.
It's been a long time since I've been to this track so I warm up my brain in the first session, reacquainting myself with braking points, proper gear selection, etc. This is a great track, but it's sort of a power track. In this car the rhythm is interrupted by long stretches of accelerating mildly, making it more of a digital brake-turn-gas-wait sequence.

Miata dorks, unite! That heap in the middle is my LeMon, the Eyesore Racing FrankenMiata. It was dragged to the track behind that sweet boxtruck by my friend Alex of the Metro Gnomes, and driven by two of my teammates.
Second session, things pick up. Braking for turn two, I'm reminded how crappy Miata calipers are. The braking force is there, but there's so much twist that it's like stepping on a spring. Makes it hard to be right on the threshold, but not over. Hysteresis, that's the word. The pedal grows a bit more spring-like as sessions wear on, the onset of fluid fade. Never gets out of hand, ABS can be tripped but it gets a tick lower.
Lots of grip for a street tire. And though the wide RS-3s will get a bit greasy by the end of a session they don't ever fall off a cliff like many street tires. They kind of peak, then settle to a slightly lower grip state and just camp there. Nice. The balance is easily adjustable even when there's some slip angle in them, too.
I'm a berm-riding kind of guy, and again I appreciate Project Miata's ability to soak up this track's FIA curbing, which is like driving over a set of railroad tracks. The car is a touch soft in roll stiffness, but more spring rate would erode the other side of the dual-purpose thing. Instead I'd dial in more low-speed compression damping to add some precision. These are fixed-rate dampers, though. I hear FCM's doing adjustables now.
There's definitely more chassis (and grip) here than engine. Roll into the gas to power out of a corner (any corner) and... well, there's no powersliding, that's for sure. But it'll out-drag Mike's '99 Miata out of turn 11 onto the straight, so there's that. Coolant temps are staying happy, too. Worst it gets is the needle creeping over to the "12:30" position by the end of the two hottest sessions.
All five sessions in the bag, it's time to head home. Yup, Mike and I have to be in the office tomorrow for a video shoot. Its 5pm and there's a 330-mile drive ahead of us. But maybe there's still time to squeak in one more fun road.

And here you thought this thread had ended. In a way, the adventure had only just begun.
First, please enjoy this idyllic photo of Project Miata parked rakishly on the side of a Carmel country road.
Dead.
We'd done five sessions at Laguna Seca; the car had run like a top. Heck, it didn't even need to be refueled for the entire day. Miatas are great like that. No fuel slosh issues — unlike in Dan's Exige — that force you to keep the tank topped up. You can run that sucker full-bore on the track 'til it's literally almost dry and it won't sputter.
I know this because we run every stint in our LeMon this way. When it reaches 'E', you can still race for about 30-40 minutes before she sputters, at which point you back off and come in that lap to refuel. This kind of experience builds confidence, which can turn into overconfidence, which can bite you in the ass.
At the end of our track day Mike and I had planned on refueling our cars in Carmel on the other side of the Laureles Grade. Turns out the Laureles Grade is far longer and far steeper than I'd remembered from the other night, Carmel is two miles from the bottom of Laureles, and ... well, now I get to share that lovely lead photo with you. You're welcome.

Unplanned guerrilla fuel stop resolved, we hit Carmel Valley Road again and had one of the best drives I've had in a long time. Then we hit 101 South for the long freeway slog back to Los Angeles.
It was dark now, and traffic was light. Temperatures had dropped to the high 50s. About an hour into our cruise, I went to downshift into fourth for some engine braking. No go. The gearchange lever refused to budge from fifth. Well, at least it's not overheating.
Either the hydraulic clutch sprang a leak, or the master cylinder is dead. Slave cylinders usually wither with use in heat, not un-use in cold. We're hundreds of miles from home, and we'll have to stop for fuel in the meantime, so I'll check it over at the fuel station. From there I'll have to find a way to return Project Miata to Edmunds HQ and switch into a car that'll actually change gears.
Fuel stop in sight, I clutchlessly downshift Project Miata and switch it off at the pump. Pop the hood. All the fluid in the clutch's master cylinder reservoir is present and accounted for. Bummer. No easy temporary band-aid tonight, then, and there isn't a chance in hell this scuzzy, no-name fuel station will be able to poop out a Miata clutch master cylinder, especially at this hour.
The problem with having no clutch in a car that so recently had one isn't the driving. It's the starting. After you reach a halt, you bump-start it in gear with the starter, which is something that neither the starter nor the battery likes very much. In fact, it really pisses them off. But there I was, about to leave the gas station and ready to do just that, waiting for Mike to give the signal that a) traffic is clear, and b) the light at the intersection is green.
One out of two ain't bad. Bam, we're switched off at the red light just seconds after bump-starting it in the gas station. Good eye, Mike. As I wait, I'm convinced we'll have to push it, as there's no way the Miata's puny battery has enough sauce to take that kind of abuse again so soon.
Fortunately, I was wrong (this has happened once before. Once.). It chugged to life on the starter halfway through the intersection, and shortly we were back on 101 South. Home free.
Or not. Remember what I said about light traffic and cool temperatures? Highway construction workers really, really dig that combination. So much so that, several miles later, they decided to close two of this freeway's three southbound lanes for construction. For this car, stop and go will be stop and stop. Mercifully, traffic flows easily through the zone and soon we're back at freeway speeds. Until the next construction zone.
This one's full of red lights and cars not moving. Eesh. I see AAA in my future. I also see an exit ramp right where the row of stopped cars begins. I dive off and trundle aimlessly around some unknown neighborhood at midnight just to keep rolling. Mike and devise a plan. He'll survey from the overpass and let me know when traffic starts rolling, which it eventually does, and then so do we.
It wouldn't be a road trip without some mechanical drama. Just like the old days.

Project Miata spent some downtime in the Edmunds HQ garage while I traveled here and there. If you recall, its clutch hydraulics took a crap a couple weeks ago. That's all sorted now that I've swapped out the clutch master and slave (the culprit turned out to be the slave) on the bottom floor of the dim, stuffy, underground parking area.
Now it's time to address the lame-ass cooling system, which is what's happening in the lead shot. I've got plenty more to share on that subject, but right now I've gotta locate a tight-radius silicone elbow. Stay tuned.

Eighty-five degrees by late morning and a Miata with busted A/C. Damp shirt, ripe and shiny, by the time I finished with this shot. No, we don 't have the humidity a lot of you readers deal with. But we have plenty of strong desert sun. Took about 10 minutes at 70 mph with both windows down to cool off. Apologies to my downwind neighbor Caroline here on the cube farm.
But not complaining. Kudos to Editor Jay for the improvements he's made to this car. With the new roll cage, the chassis feels tight and direct, as if it pivots around the shifter. Freeway travel is not near as punishing as I'd feared. The clutch also feels wonderfully slick now. Picks up first gear like a magnet.
My neighbor likes Project Miata. He's a young guy with an S2000 and a 2006 Evo. His wife drives their toddler around in the latter. He says it's a good family car. He praised Editor Jay's work, the cage install, and the Hankooks while practicing wheelies on his fixie. I woulda offered him a PBR, but was already late for the office.

So here's a problem. The seatbelt hanger which rotates to accommodate different sized people as the seatbelt deploys is limited in its range of motion by our Fabworx roll bar.
The result is that the belt passes through the hanger at an awkward angle which causes it to bind, stick and eventually stop retracting. In fact, when I got in the car last night it was dangling loose onto the seat. Feeding it carefully through the hanger will make it retract, but it's a job that takes a few minutes.
Last time I checked a loose belt isn't a safe belt.
The solution doesn't seem to be simple or cheap (although resident Miata Magician Jay Kav is an expert at finding simple solutions to Miata problems). Harnesses won't work with the currrent seats so perhaps harnesses and seats will be a necessity.
Either way, this is something we'll be dealing with soon.

See this? This is ugly. Some would call it utilitarian. Some would call it functional. I'll call it ugly.
As I see it there are only two reasons to keep the door pull/armrest in this car.
And neither of them are very good.
First, we need a means to close the door — something to grab and pull. Here's an idea. It's an oldie but a goodie. Porsche does it well in the Boxster Spyder:

I see no reason this wouldn't improve things in the Miata.
Also, with what remains of the armrest gone, we'll need a place to, well, rest our arms. Nothing a little carefully placed roll bar padding won't fix. We'd need to cut it to fit half-way around the door bars so the door would still close, but I think it would be an improvement over the current situation.

Remember these? Of course you do. Someone probably stole one from you at one time. This is what radios used to look like before manufacturers pretty much abandoned the DIN standard and began tying as many vital vehicle systems as possible into a once-simple electronics bus. Marvel at them while you can. They won't be around much longer.
Fortunately our Miata is from a simpler time, when congressional leaders impeached presidents for moral dalliances and Y2K programmers prepared to immobilize civilization at the stroke of one special midnight. Actually, our Miata's Sony is a fairly advanced aftermarket unit, offering Bluetooth hands-free phone and streaming audio, and an Aux In jack. It's even set up for HD Radio. It may be the smartest piece of gear in the car.
Too lazy to re-read the manual section about pairing, and missing a 1/8-inch mini cable, I grabbed a CD on the way out the door. No forgetting a sync cable, no USB thumb drive to accidentally drop down the e-brake cavity. No remembering if I'd imported some tracks to my phone, my iPod, neither or both. Just some round polycarbonate with 70 minutes worth of uncompressed audio. Simple. Like the Miata.

Perhaps the most weaksauce portion of a first-generation Miata is its cooling system. Even stock, the fundamentally compromised cooling system layout can mean overheating in adverse climates. That, and a sweaty crotch.
If you then stick an intercooler and a heat exhanger for the supercharger's magic fluid in front of the radiator and make a bunch more power, well, you can guess how much that helps.
The best approach to licking Project Miata's overheating conundrum comprises many facets. Hit the jump.

Rather than muck about with halfhearted solutions, we opted for the 'big gun' approach — this is Flyin' Miata's crossflow radiator. Overkill? That's the idea. After the recent near-constant-overheating escapade, all we want is simply the ability to run the car as hard as possible, not overheat, and still have the a/c blow cold. When it comes to modified Miatas, this is unfortunately a tall order.
The crossflow radiator is so named due to the side-to-side path taken by the coolant within it. Stock Miata radiators are a 'downflow' design, where coolant enters at the top and travels downward.
To understand the difference between the two layouts, it helps to first realize that the cooling system's job isn't just to regulate the temperature — it also controls detonation. When coolant boils, it cannot transfer heat effectively and you end up with localized hot spots in the head, which leads to a craptacular cascade of further overheating and detonation. Thus, we want to prevent boiling, both for thermal and detonation prevention reasons.
One very effective way to prevent boiling is high cooling system pressure — this directly increases the boiling point of the coolant, staving off the cascade. So we want as high a cooling system pressure as our radiator can tolerate.
Picture what happens as the coolant flows through the tubes in the radiator. Its pressure drops. With a downflow layout, you're regulating pressure (via the cap) on the high-pressure side of the radiator, so you're needlessly sacrificing system pressure.
A crossflow radiator regulates pressure on the low-pressure side. As a result, the rest of the cooling system operates at a higher pressure, which is goodness. Also, unlike a downflow layout, a crossflow layout makes the cap immune to being blown open by the velocity of the coolant flow.

Now this is cool. In determining the particulars of their crossflow radiator — fin geometry, tube size, et al — Flyin' Miata took a Miata drivetrain, lashed it to their dyno and got busy. They tested competitors' radiators, their existing offering, and variants of the crossflow design. See more details and results here.
A fancy radiator is a good start, but without airflow it's only a matter of time before it succumbs to overheating. As such we also picked up Flyin' Miata's Stage 2 Airflow Kit. This comprises twin Spal high-flow fans, a gorgeous laser-cut aluminum shroud plus all the necessary spacers and hardware necessary for installation.

All the crap stuck in front of our radiator poses a large resistance to airflow. Fans, it turns out, are sensitive to this resistance. It's simple — the higher the resistance, the less flow they can pull. The dropoff in performance can vary dramatically depending on fan design. Fortunately, the folks at Flyin' Miata know this, and selected these Spal fans specifically for their ability to pull big airflow at high resistance.

The shroud is beautifully made. All features are cut with exacting precision, and it fits the radiator like a glove. Those little flaps? They facilitate airflow through the radiator when the fans are off.
Installation was fairly straightforward. Once I 'tuned up' the fan shroud and mounting peg to resolve a territory dispute, the radiator and fans dropped right into Project Miata. The big fans clear our Racing Beat stabilizer bar with about a millimeter to spare, which is perfect in my book.
You'll also notice in the lead shot a bright red silicone coupler on the throttle body. This piece, graciously supplied by Hose Techniques, addresses a conflict between the Kraftwerks intercooler plumbing and the upper radiator hose. A little trimming of the silicone coupler's end and now both systems coexist peacefully. Sometimes, the mods need mods.
Speaking of the upper radiator hose, the crossflow radiator necessitates a different upper radiator hose than stock, and the one FM supplied didn't fit our car quite right for some reason. It'll do for now until I do a coolant reroute, which I'll whip up in the near future. Also, it's important to encourage air to go through the radiator rather than around — various leak paths were sealed up with bits sourced from my garage. That includes the space just forward of the radiator in the lead shot (pic was taken before the piece was put in place).
With the Flyin Miata crossflow radiator, Stage 2 Airflow Kit and a reroute, we should then have enough cooling system headroom in Project Miata for anything we want to throw at it. And we do.
Sources







While Editor Jay devises a solution to the binding seatbelt, I used the headrest-workaround during my recent seat time in Project Miata. You hook a thumb under the belt and pull it to the back of your neck to create slack, grab the buckle and latch in, then slowly allow the tension to take in the slack. Slowly is the key word; too quick and the belt will bind during retraction. Suddenly you'll be straining shoulder muscles you didn't know existed trying to free it up.
Not ideal, but it'll work for now. Living with older cars calls for some improvisation, and our Miata still rewards you for thinking on your feet.

That there is too much tire.
Our Miata isn't exactly what you'd call fast, and with so much grip, it's not exactly what I'd call fun. I don't need to be going really fast to have a lot of fun mind you, but I do like to slide and I really like to steer with the throttle - must be a holdover from my F-Body days.
The technique goes like this: slow the car down enough so it turns in, point the car at the apex, whack the throttle and exit the corner in an undramatic fashion. And while it can carry a fair amount of corner speed, it's just no fun around town.
If Hell freezes over and I get to drive this car on a track, I'm going to swap these meats out for our old 14-inch Direzza Star Specs and have some fun.
Of course, we could just add more power...

Project-wise, it's been pretty quiet around this little green tictac lately. Let's see, I changed Project Miata's oil last week. Thrilling. Oh yeah, the a/c stopped working temporarily until I replaced a blown condenser fan fuse (the higher current draw of the new fans are likely the factor here, but so far so good with the new fuse, which has lasted 10x longer than the old one). So exciting.
Blah blah blah. Time to turn the wick up on this project thing. I've been talking to some peeps and we've hashed out a plan. It involves dragging the Miata's BP engine into the 21st century in keeping with the car's dual purpose intent.
The idea is to maximize the area under the curve and to do it as reliably as possible. Also, to keep it real it has to be done on pump gas, and around here that means 91 octane. An LSx swap is certainly one valid approach to this, but the wholesale changes involved would result in perpetual downtime and too many extra pounds in the nose for my liking. Besides, I'm of the mind that there's life yet in the Mazda BP engine.
Making power on 91 then becomes an exercise in maximizing flow and managing the knock threshold. Decisions cascade from those notions. There's no hard power target, but 300 hp would be excessive so let's size things up around that and see what happens.
We'll start with the version of BP with the most potential — the one that came in Miatas built from 2001 to 2005. Compared to the one in our '97, these later BPs had a better head and packed variable valve timing on the intake cam. VVT allows overlap to be dialed in when intake pressure is high relative to exhaust pressure, and then dialed out as exhaust manifold pressure rises. This broadens the powerband and staves off detonation.
Originally the VVT BP engines had high compression, something like 10:1. This is incompatible with 91 octane when we're talking about the kind of boost that will make Oldham happy. Also, the stock rods tend to fold like a map when pushed hard.
Since new reciprocating components are needed anyway, we're taking this opportunity to add a twist — a long connecting rod layout. The required piston and rod geometries to achieve this are being worked up by JE Pistons and Mil-Spec, respectively. Keegan Engineering will mastermind the head specifications and engine assembly, an area that is deceptively critical for performance. Similarly, we're working with the big brains at Apex Speed Technology on engine management and tuning.
Then there's the happy spinny thing to be mounted in the exhaust necessary to achieve the required flow. I have ideas around this, though details are TBD.
Lots more to come, as some of these bits are already trickling in. Should be a fun ride.

Last night's horrid commute traffic highlighted that Project Miata exhibits not-insignificant driveline lash. When you're modulating the throttle lightly in first or second gear, it's possible to set up one of those hilarious undamped fore/aft lurch cycles.
Low-speed part-throttle driveability slipped a hair when the supercharger went in, underscoring the lash issue which is definitely more pronounced now than it was when we bought the car. Engine mounts are likely accountable for the lash. The factory mounts are small blocks of rubber bonded on either face to a metal backing. Over time the rubber dries out, gets crusty and breaks away from the backing.
The engine mounts are not the best design, really, and should be considered a regular service item if you drive your Miata with any kind of spirit. Not only does Project Miata get worked hard; it's also making more torque than stock, exposing the tired old mounts to more extreme loading. Project Miata is pushing 140k miles and is very likely on the original mounts.
Mazdaspeed Motorsports sells engine mounts made with rubber of somewhat stiffer durometer than the originals. Something to add to this car's to-do list.
How About This for a Project Miata?
One time I was driving up to Northern California via the "fun roads" on Forest Highway 95 and 166 West when I came across a Miata...pulling a trailer that looked like a second rear end. Weirrd and neat! What a cool way to expand a Miata's cargo space for use on a road trip. Naturally, I had to look online to see how much such a thing costs. Turns out there is a bunch of people making them themselves!
On this Web site Lightweightmiata.com, the DIYer meticulously documents his own Project Miata which starts with him purchasing a forgotten beater for $400 and ultimately cutting it in half with a reciprocating saw. His project looks pretty good but he also includes photos of other Miata trailers around the world. Some of them actually look amazing.
What does Project Miata editor JayKav think of all this? "Jeezus I had no idea so many people do / have done that." Of course, I don't think he has any of this in mind for our own Project Miata since its mission is a track-worthy street car rather than a cross-country roadtripper. But still pretty cool to see how other people are resurrecting forgotten Miatas.

I spent quite a bit of time (and Forza credits) bringing our stock Miata up to the level of our long-termer. I piled on the supercharger, suspension, wheels, tires and roll cage, taking care to approximate the real-life mods by Jay Kav. It's even green with a black hard top, but I can't distress the paint to match ours.
I think I'll need to go in and soften the rear suspension a bit, as it's entirely too squirrelly in every corner. In the 15 or so laps I turned, I could only muster a 1:26.773 on the Top Gear track. I'm convinced that once I fix the suspension, it'll drop another three seconds. Give it a shot, I'll re-tune the dampers in a week or so.
Also, to those who responded with their gamertags in the last Forza post, I'll send you a club invitation as soon as I get home tonight.
Thanks for Playing,

As if the roll bars and the fat tires didn't tip you off as to the 'realness' of our Miata, then the little shiny silver thing hiding in the mouth would certainly do it. That's a real, honest to goodness intercooler (not to be mistaken for an interfooler). It's the sign of a boosted car, and usually one with a little extra sauce under the hood - even if it came equipped with forced induction from the factory.
And while some people prefer the full stealth look, one that gives no hint to the performance that lurks beneath the skin, I kinda like seeing subtle signs of speed like this. I think our Miata fits the bill pretty well - not that it couldn't use even more power.

I spent a little time in Forza 4 the other night dialing out some of the rear-end twitchiness. Without any tuning, the back tires were prone to losing grip in an instant, which often led to some lap-killing tank-slappers.
Dialing out oversteer and rear-tire nervousness is fairly easy, and every generation of Forza allows for very detailed tweaks. In this first round, I simply reduced the spring rates and stiffness in the dampers and roll-bar. It made a world of difference.
I ran a few laps around Mazda Raceway Laguna Seca as a benchmark. After the rear suspension adjustments, I easily bested the baseline by four seconds. Feel free to grab the car from the Inside Line car club and run a few laps. Post your best time in the comments here and we'll see who tops the hot lap board. And yes, these are hot laps, not a standing start lap.

OK, as a passenger, I am not crazy about our 1997 Mazda MX-5 Miata. Don't get me wrong, I lovvve driving it. But just sitting inert in the passenger seat? Not fun.
Since I was a kid, I've always been prone to car sickness (valid excuse for usurping any "Shotgun!" winner). So the Miata's lurchiness and loud, reverberating revs don't do my sensitive constitution any favors. Compound that with the stuffiness of the cabin (the car's floorplan transmits a lot of heat from the exhaust and we have to keep the blower speed low else the air vents get too loud) and I just want out already.
To get through the ride, I roll down my window, sink into my seat and stare at a fixed point straight ahead. But I think the real solution to curing car sickness in the Miata is simply to get behind its wheel and take control of the situation.

Yes, this miniature roadster is actually quite roomy. So spacious, in fact, that I'm always a little shocked when I drop into it and stretch my legs out. And when I say "drop into it" I mean it quite literally now given the roll cage hurdle that has been installed.
Once I'm in, though, the Miata feels great. It's second only to the NSX in terms of visibility and the steering wheel, shifter and pedals are all right where they should be. I don't even mind the roll cage bars as they don't seem to intrude much. If anything, the roll cage makes it almost impossible to get out without looking like an idiot. Small price to pay, though, I still like it.

It's been quite some time since I've driven the Project Miata. We're talking literally months. In fact, I think this is the first time I've driven the car since JayKav had the roll bar installed.
And, wouldn't you know, I had forgotten how fun it is.
I love Project Miata's nimble nature, that quick turn-in and precise steering feel. When we tested it with the bigger wheels and tires, Walton and I were flat out amazed with not only how much grip it had through the slalom and around the skidpad, but how composed it was.
Sure, a bit more sauce would be nice, as the Miata certainly has more grip than power at the moment. But I really like the way the power flows so smoothly from the supercharged engine.
And the clutch is terrific, the take-up point absolutely second-nature combined with great throttle calibration. This is the way all cars should be.
Course, there are a few things that make the Miata less than perfect as a daily driver:
There's the seatbelt that retracts quite reluctantly. And the gouged-out driver's seat, the cushion bolsters of which now dig into me. And yes, lots of road noise. It's boomy inside the cabin. And there are a few more creaks and rattles than I remember, along with a bit of speaker distortion that I don't recall. Maybe I just had the stereo cranked louder than usual last night during my slog down the 405...
Ultimately I can put up with those. Because, a) it's a project car. And b) it's pure and purposeful.

Mike found something horrible in the Miata. He wasn't sure what it was. A toenail from a monster?
No, my dog. I picked him up from the vet when I drove the Miata a few weeks ago. As a treat, I gave him a cow hoof, something he loves to chew on. I guess he dropped it en route.
Sorry, Mike. As you can see, he feels very bad about the whole situation. Can he have it back?

This is our long-term Project Miata.
And this is what I found stuck between the passenger seat and the center console in our long-term Project Miata:

Several questions come to mind. Such as:
1) What is this?
2) What is it doing in the Miata?
3) If it's what I think it is, who exactly has been trimming their toenails in our long-term test cars?

Last week we put our project first gen Miata on our cool, new 2-post Rotary Lift and photographed its underbelly for your enjoyment. Warning: It's 14-year old, very used car ugly under there.
Enjoy.






Previously, Project Miata would sit as editors didn't want to deal with its finicky belt. To recap, when you put a roll bar in a Miata the belt guides point more inward than usual. This has a couple of side effects that, in our case, were making the belt a hassle to deal with for most normal people.
Then the car just sat - we were slammed with other work, then the holidays happened, the dog ate my homework. Recently though, Blackbird Fabworx put a simple fix on the seatbelt guide (trimmed the plastic ear that was promoting belt foldage). I've driven it quite a bit and it seems to have done the trick.
By the way, the cooler temps of winter have perked up the car's poke. Feels like it pulls with a bit more enthusiasm these days. It's still got far more grip than grunt, though.
Speaking of which, we're making headway on the next phase of Project Miata's metamorphosis. The engine bits are coming together nicely, and before long Keegan Engineering will have their hands full. Will attempt to put together some tech pieces soon to explain in more depth the whats, whys and hows of the engine program.

I'll be driving our Miata for the next two weeks. It's actually the first time I've been in it since we got it way back in November of 2010. I wanted to familiarize myself with all we've done (well, Jay's done) and when. So I looked at all our posts and cataloged the modifications. If you'd similarly like a recap, hit the jump.
November 2010
It lives! The introduction to our green 1997, not to be confused with the white 1994. The suspension bits from the '94 were installed.
December 2010
A Kraftwerks supercharger was installed. Two-part series, here and here. Also, new stainless steel brake lines and fresh gear oil.
January 2011
This was a big month. Jay removed the fabric top and installed the black hard top. The Miata also hit up the dyno, got a new Momo steering wheel and gained its upgraded wheel package, the 6UL wheels and Hankook Ventus RS-3 tires.
March 2011
Track tested. The driver seat went to Oldham's Upholstery Services, LLC, for modification. We also had the new Flyin' Miata clutch and flywheel installed.
June 2011
A Blackbird Fabworx six-point roll bar was installed.
August 2011
Minor mechanical updates, plus Jay installed a new Flyin' Miata cross-flow radiator.

Last Friday, Erin wrote about the NSX and how she mistook an E60 5 Series for an X3 because you sit so low in the NSX. It's pretty much the same with with our Miata. There's definitely that feeling of not wanting to get hit for fear of injury.
Not helping matters is that it's often hard to have a sightline of traffic ahead when you're so low. You typically can't see through the back window of the car in front of you because everything is either crossover SUV or new-style, high beltline sedan these days. Now you'll have to react solely to the brake lights of the car in front of you because you can't see anything else.
The worst part is that it's not the Miata's or NSX's fault that they're short. Everything else is just too tall.

I was amused yesterday when I did some grocery shopping and saw how even a shopping cart looks comparatively large when parked next to our Miata. You probably get more cargo space in a shopping cart, too.

Still, the Miata's trunk handled four reusable bags just fine.

I can't claim credit for the title. I was driving the Miata today and saw it on a highway billboard advertising ham ($23.99, if I recall correctly). Seems like an odd title and location to sell ham. "Affordable Excellence!" — a better fit might be the name of a canned soda drink in Japan.
More pertinent to this post, it describes the handling capabilities of our Miata. It don't know the total dollar amount of parts we've put into the car to date, but there's no doubt that the Miata's handling capabilities come about cheaper than any other long-term car we've had in the fleet.
Thanks to the current jet stream pattern, California is getting spring-like weather this winter(California 1, Alaska 0). Therefore it seemed like a good idea to take advantage of climate change and head out to one of my favored driving roads to see what the Miata could do.
Answer: Quite a lot.
Seriously, this thing is gonzo. I've driven many of our high performance long-term cars on this road (R8, M3, Evo and NSX come to mind), and the Miata is more than a match. I went around corners at speeds equal (or maybe even a little greater at times) than I did in those cars, and the Miata was thoroughly unruffled. I might as well been asking Usain Bolt to run the 100 meters in 20 seconds.
The steering is tight and direct; dial in just a bit and the Miata responds eagerly. There's massive grip, too, from the Hankook 225/45R15 tires. In all honestly, the limits here are really well beyond what I'd want to try and match on public roads. One could now argue about how it's more fun to drive a slow car fast rather than the other way around. I dunno, this was still a pretty fun automotive outing. I really do envy Jay since he got to do the track day back in July. This car on a tight racetrack would be a blast.

I would say that the brakes didn't instill the greatest confidence. They were fine, but I'd imagine with the further engine upgrades Jay is planning, some stronger brakes might not be a bad idea. Oh, and the driver seat still sucks.
Otherwise, the Miata's great.

The Miata has been piddling on my driveway. At first I thought it might be power steering fluid (Jay had told me it might leak a little due to the supercharger install) but it wasn't the right color. Further inspection revealed it to be coolant.

At you can likely tell in the photo, it was leaking from somewhere higher on the engine and then dripping down onto the pulleys. I consulted with Jay a little and we figured it was either coming from the housing gasket or one of the hoses.

A bit of sleuthing revealed it was most likely the new hose (big one, top left) that Jay had put in as part of the new radiator install. The clamp wasn't as tight as it could be, and coolant was leaking as a result. Colder temperatures where I live could have caused it to leak now, because previously it hadn't been a problem (or if unnoticed, at least not as bad).
I've tightened the clamp, so unless that's not the cure, we should be good. I'll also need to add some fresh coolant as we're down to the minimum level in the reservoir.

Alright, so let's say you think our project Miata is so awesome (right?) that you want to buy a used Miata and start your own project Miata. Ah, but what year or generation would you get? Would you get a first-gen car (1990 to 1997) like ours and put most of your money in parts? Or maybe you'd go with a third-gen car (2006 and up), keeping it nice, and just do some mild mods. Or maybe the sweet spot would be a second-generation car (1999 to 2005).
I think I'd probably go second-generation.

There are many things our Miata is good for, but family transportation does not happen to be of them. Of course, there's the obvious: two seats and small trunk. Less obvious: there's no cut-off switch for the passenger-side front airbag. That means the Miata's even less useful if you have small children (like me) and are concerned with airbag deployment.
Notably, the owner's manual doesn't make any exclusions for front passengers other than children in rear-facing safety seats; my memory of when automakers decided little kids and front airbags don't mix is hazy. But as far as our old long-term sports cars have gone, I got by better with the NSX and 911 (no passenger front airbags) and the departed Z06 (had a cut-off switch).
The Miata gained a cut-off in 1999.

Our Miata is meant for snaking around tight corners or hitting up a racetrack. But it's also pretty good at highway travel(*) in the mountains. The supercharger gives it a nice boost in torque to climb grades with ease in fifth gear. And as the Miata's nimble and pretty easy to see out of, it's fun to nip through traffic and pass slower moving vehicles.
Though it's not a winter car you'd take to go skiing, summer recreation could certainly be on the docket.
*This is not to say our Miata is comfortable on the highway. It's not. It's loud, buzzy, stiff-riding and probably not too far away from what I imagine it's like riding on an ox cart. But it's a first-generation Miata. What do you expect?
I put the key to our Miata back on the big board yesterday. My two-week stint is over. In hindsight, it was (as well as fir any other editor who drives it) a pretty sweet deal.
I got to blast around in a modified Miata that I didn't have to do anything for. No scouring ads and wasting time looking for a used Miata (OK, I've actually done that before; I owned a '97 Miata M Edition just like ours for a few years). No late nights, bleary eyed, reading stale Miata forum posts on the Internet. No wrenching on my own accord trying to install aftermarket parts that just don't quite fit, or fix things that are breaking/not working on a 15-year-old car.
Basically, it was like renting it for two weeks. Then I got to give it back with a list of a few nettlesome things that need attention.
So a tip of my hat to fellow editor Kavanagh, who's been the Miata's handler since inception. He's done a great job with this car.

It's been a lonnnng time since I've gotten behind the wheel of our 1997 Mazda MX-5 Miata but after seeing its empty dance card I had to take it out for some fresh air. And I'm glad I did. Jeepers, what a fun car! Even in traffic. So quick and zoomy. And here I was going on and on about what great city cars our Fiat 500 and Chevy Sonic are.
It's the Miata that can kick rush-hour traffic's ass thanks to its small size and the fact it has a bit more get-up-and-go than the other two cars*.
And it's only the Miata I wouldn't fear parking on Hollywood streets or anywhere for that matter. No shiny new paint to scuff and no eye-catching, never-been-seen-before appeal to draw attention to it. Hooray for beaters!
In fact, I even daydreamed about some day owning this car. It's the perfect single person's city car, especially for the likes of me who goes all over L.A., from the highly congested streets of Downtown to fun, curvy roads like Sunset Boulevard.... Only thing is I don't have anywhere to put my dog Mya.
* The Miata's 0-60 is 7.7 seconds while the Sonic's is 8.2 and the Fiat's is 10.4.

I love manual transmissions. I love mastering a heel-toe downshift so that's it's only heard, not felt. But I'm having a little difficulty with our little Miata.
It's not the pedal placement, no, that's perfect; it's the brake pedal stroke. Even though our Miata has steel-braided brake lines, the pedal feels a little squishy (technical term, I know). I was taught that the brake should be adjusted so that a "7" pedal (a 1 pedal is just barely dragging the pads and a 10 pedal is full panic OMG braking) would bring the brake and gas pedal even. That'll allow for an easy throttle blip between gears as you're braking before turn-in.
As it is, our Miata's pedals are on the same plane with only a "4" pedal. If I'm not careful, I'll hit both pedals at the same time. It also means heel-toeing is awkward and difficult. I'm not sure if we need to bleed the brakes or if there's an adjustment available, but it can sure use some sort of a fix.

Quite some time ago, we dug out some of the seat cushion foam to allow more headroom for our taller drivers. It's been a while since I drove the Miata, but I had the chance last night. I think we need to add some foam back in.
The center of the cushion is now dished out, which means that most of the support is now on the sides of the seat. Yes, that's right, the Miata's driver seat now feels like a toilet. I'm thinking if we plop in some lower-density foam to push out the center, it'd be a big relief. I think it just needs to be a little more flush with the rest of the cushion.

The other night I got stuck in some pretty awful traffic. It ended up taking almost 30 minutes to get home from the supermarket, which was only a mile away. Besides fearing that my pint of Ben & Jerry's was turning into a milkshake in the trunk, the cabin started getting a little hot and stuffy. So, I hit the AC button.
A cacophony of rattling and belt noise sprung from under the hood. "Well, that's not good," I said. I tried it once more and left it on for a few seconds, but the racket continued. Alright, time for the windows.
It was so loud and rough, it reminded me of this:
By the way, my favorite Tosh.O comment on this video was, "Oh great, R2D2's having a seizure."
Just another item to look into, I suppose; preferably before the weather starts heating up.

Perhaps you're already a believer in the capability of the MX-5 platform. If not, the video after the jump should help. It shows a turbocharged first-generation Miata running at a pace similar to that of a Z06 Corvette. On the Nurburgring.
This guy's claim to fame is an 8-minute, 5 — second Bridge-to-Ganrtry time. If you're not familiar, Bridge-to-Gantry timing is what's used on "tourist" days at the 'Ring, since on those days it's not possible to complete a lap without stopping to queue up at the gate. In other words, it's the most practical real-world measure of speed around the famous track. Check here and you'll see that this guy keeps some pretty good company.
Or just click through for the real fun.
We've been a little short on Miata posts lately, but fear not: We've got a comparison test, of sorts, on the way.

Hang around with engine geeks long enough and the conversation invariably turns to rod length. This usually happens not long before they start talking about poop, which is where every conversation in the known universe eventually ends up.
When speaking of rod length, we're talking about something far less biological than it sounds. We're talking about the length of the engine's connecting rods. The influence of conrod length is real but often misunderstood, and by building a long-rod Mazda BP engine for Project Miata we have a platform to share some nerdy insights with you.
First, an anecdote. Years ago in a previous motorsports life, I asked the race director of a high-dollar OEM effort about his preferences regarding conrod length, specifically rod ratio. He, a seasoned veteran of many top-level engine programs, replied, "Rod ratio? Hell, pick your stroke, pick your deck height, then put the wrist pin as high in the piston as you can. The rod ratio ends up being whatever it is!"
Not a bad approach, it turns out.

[Photo courtesy miataturbo.net]
Let’s back up and cover the very basics first. Until something very dire happens (see above; someone else's spectacular Miata assplosion), an engine’s pistons are connected to the crankshaft via connecting rods of a (hopefully) fixed length within a certain range of possibilities. The length of said rod divided by the stroke is the rod ratio.
In creating the Miata’s 1.8-liter BP engine, Mazda wanted to keep cost low, and rightly so. As such, the BP shared many components with the architecturally similar 1.6-liter B6 engine found in ’90-’93 Miatas, including the rods. The BP was bored and stroked (83 mm bore; 85 mm stroke) relative to the B6 (78 mm bore; 83.6 mm stroke), so this rod-sharing approach resulted in a lower rod ratio in the BP. No big deal as the BP was a fairly pedestrian engine, neither generating much power nor revving very high.
Other qualities inherent to the BP – a closed-deck iron block, factory piston oil squirters, low compression ratio in early variants, a forged crank – have made it a magnet for boost. Get too chummy with the boost, though, and you’ll find that the BP’s weakest mechanical links are those rods. They'll take some abuse if you have modest power goals, but get the itch and the rods will express their displeasure by first folding like a cheap menu and then giving the block a Caesarian.
Having the luxury of this foresight, we're replacing Project Miata’s stock rods and pistons with beefier bits as a preemptive strike, especially as our starting point is the later ('01-'05) VVT BP that came with 10:1 compression pistons. Actually, Keegan Engineering is doing all the work. While we’re in there, why not dial things in a little by lengthening the rods?
Lengthening the engine’s rods to the maximum possible minimizes the pistons’ peak acceleration. Side loading against the cylinder walls is reduced, too, due to reduced angularity of the longer connecting rod. Also, with longer rods the pistons tend to dwell near top and bottom dead center for a longer portion of the crankshaft’s rotation. You’ve heard of all this before.
However, the reality is that some of the above effects are relatively subtle. We’ll find that perhaps the most attractive benefit to a longer rod is something less arcane.

After talking things over with the folks at JE Pistons, it was determined that the longest rod possible in a stock-stroke Mazda BP ends up being 7 mm longer than stock (140 mm vs 133 mm center-to-center length). Sure, you could cram a hair more rod length in there if you wanted to push the entire ring pack further up the piston by thinning out the top ring land, but this is ill-advised.
With 7 mm more rod, the piston still retains a healthy top ring land thickness of 6 mm. That said long-rod-specific pistons are based on JE Piston’s newest Forged Side Relief (FSR) forging is even better. More on the JE slugs to come.

Now to find a 7 mm longer rod that has the same big-end width and diameter as a BP rod. The stock rod from the E30 BMW 3 Series' M40 engine is surprisingly close, though its big end is a hair narrow and it has a much larger wrist pin diameter. It wouldn’t be ideal but might be workable. Mil-Spec, however, had a smarter idea — a billet chromoly rod just for the Miata that's 7 mm longer than stock with none of the compromises of the OE BMW rod. I'll expound on these Mil-Spec rods in a later post.
Plugging all the relevant data into an excel file I whipped up, the longer rod provides a 0.5% reduction in peak piston speed and 1.2% reduced acceleration. Directionally good, but a small effect. Piston side loading drops by 5.2%, which is nice. Lower side loading decreases losses due to friction between the piston skirt and cylinder wall, plus it slows the wear of the cylinder walls on the loaded side of the piston.


The aforementioned unspoken advantage to longer rods is the opportunity they provide to take mass out of the piston. In locating the wrist pin higher in the piston, thus shortening up the piston’s compression distance, the piston becomes lighter. The pin bosses and skirts can become shorter, and in our case the JE FSR pistons ended up about 10-15% less massive than they otherwise would have been.
In addition, the Mil-Spec rods are, too, lighter than the stock bits despite their additional length. Reciprocating mass reduction through lighter and stronger pistons and rods lightens the forces in the BP's bottom end in direct proportion to the weight removed, makes for a less thrashy BP and safely allows more headroom for revs, if so desired.
So, the best result comes from a combination of long connecting rods and mass reduction. And boost. And engine control. And revs. And volumetric efficiency. And friction reduction. And...
Sources
JE Pistons - 714-898-9233
Mil-Spec - erik@mil-spec.org

It could very well be the case that there's a supremely cool Miata comparison test coming your way on Inside Line soon.
Just sayin'.

Key to Project Miata's long-rod BP engine is its pistons. Clearly, no stock-replacement pistons would be suitable for use with the 7mm-longer-than-stock Mil-Spec connecting rods, since the pistons would be shoved too far up the bore. Top dead center indeed; emphasis on dead.
Remember, we're not changing the stroke. Stroke is dictated by the crankshaft throws, not rod length. We could have rods three miles long and the stroke wouldn't change one iota. Anyway, our stock crank means stock stroke.
Accommodating longer rods in our long-rod BP (which we delved into here) is accomplished with what you see above — JE Pistons' asymmetric Forged Side Relief (FSR) pistons. These slugs have a lot of cool details we'll explore across the jump.

FSR forgings are “clean slate” designs that JE Pistons specifically tailored for high-output boosted engines, which works out well since that's what we're building. JE engineers tell us that the geometry of the crown and the struts and skirts are all intended to provide strength where need it while removing material where you don’t.
The side reliefs in question refer to the sides that have been pared away. Slipper-skirt style pistons, in other words. Po-tay-to, po-tah-to. There’s a twist here – the skirts on these particular FSR pistons are asymmetric, meaning one skirt is larger than the other (see orange vs green arrows above).
There’s a good reason for this. As a piston travels up and down the bore, it is alternately loaded against opposite sides of the cylinder. In the Mazda BP’s case, the piston leans against the bore's exhaust side on the way up, and on the intake side on the downstroke.
The severity of this lean, known as side or thrust loading, is heavily influenced by cylinder pressure, which is most extreme (by a long shot) on the combustion stroke. This lopsided loading means we don’t need nearly as much skirt on the exhaust-facing side of the piston as we do on the intake-facing side (corrections in bold; I reversed these originally). As in all aspects of life, less skirt is better — here, less skirt means less mass, and less loss due to friction.

Again, accomodating longer rods meant moving the wrist pin further up the piston. Here the pin bore is as high as it can go. Intersecting the oil control ring groove may appear odd, but it's a standard practice even on some high-performance OEM engines (the GM LS7 comes to mind). You can think of the pin bore here simply as an extra-large oil drainback hole. An oil ring support rail bridges the gap formed by the pin bore.
The FSR pistons are of 2618 aluminum, which offers higher strength and fatigue resistance than 4032 aluminum. Boosted applications see higher piston loading and temperatures than normally aspirated ones, making 2618 the material of choice for turbo and supercharged engines.
However, 2618's higher rate of thermal expansion requires a bit more piston-to-wall clearance when cold. Large clearances here can promote noise, but JE Pistons' boffins are confident they've licked the noise issue with their 2618 FSR pistons by controlling the pistons' deflection characteristics and incorporating up to 0.030" wrist pin offset. In fact, we're told that making 2618 suitable for street use in this manner was one of the design objectives of the FSR forgings.


In our case, the FSR piston weighs 276 grams (300.5 grams with rings and support rail), compared to 336.6 grams for the stock BP VVT piston with rings. So despite being made from a denser alloy, and forged rather than cast, and 1 mm larger diameter than the stock pistons, with a much beefier crown than stock, plus those fillets and gussets, our JE pistons wound up lighter than the stock pistons.
We also found that the JE Pistons all weigh within a few tenths of a gram of each other, while the stockers varied by nearly 10 grams (!). Matching reciprocating masses on a per-cylinder basis makes for a smoother-running engine.

You can order pistons from JE Pistons with a huge variety of options like undercrown milling, ceramic coated crowns, hard-anodized ring grooves, low-friction diamond-like coatings on the wrist pins, the list goes on. In this case we opted only for the "Tuff Skirt" coating, the matte black stuff you see here. It provides a low-friction surface at the skirt-to-bore interface.
Our pistons are 84 mm diameter, which is 1 mm larger than stock. The resulting additional 44 cc displacement brings us up to a total of 1884 cc. Using rounding technology, we've got a 1.9-liter BP.
Compression ratio is 9:1 with these pistons, though this number may change slightly once we account for actual deck height (this varies from block to block) and combustion chamber volumes (same deal). The flat-top geometry of these pistons just worked out that way once the valve reliefs were sized to accommodate +1mm valves at +1mm lift relative to stock.
There's another piston-related topic on which I'll share some geeky thoughts. It'll be in a followup post since this one's running long.

I could have owned a Miata.
The 23 year old me was in the market for a new used car. And being 1998, and right in the middle of the import scene in Southern California, the Miata was naturally at the sharp end of my list, right behind a second generation RX-7. With a few minor exceptions, my Miata would have wound up looking remarkably similar to our long-term Miata. Fat tired, low and with a hard top, it would have driven me to work during the week and through turn six on the weekends - a true dual purpose ride.
But then something unexpected happened.
One of my then housemates bought some obnoxiously loud '94 Trans Am from an auction. It was stupid looking and I didn't want anything to do with it, but after he racked up three tickets in six months, he needed to sell it. Fast.
And I bought it.
Why did I buy it? Because it was the fastest and loudest car I could afford.
For the five years and 65k miles that I put into it, it changed the way I thought about not just sports cars, but driving in general. I wouldn't be who I am today if I didn't have that stupid car for five glorious years.
Could I still own our Miata? Of course, but I'm glad I passed it over for this anvil.
What car was your fork in the road?

Yep. Such a butt-puckering sound, too. "Clink!" And you know. You know from the tone, the density of the sound, you know about how bad your windshield is going to look, even at night when you can't see it very well while driving. When the sun came up, this didn't turn out too bad. But bad enough to remain pissed off at the jerky we believe kicked up the object, and want to work the DMV records to find his car and smear poo on it.
So, loyal ILLTRTB reader, what say you? Many of you are critical of our maintenance decisions. Do we Safe-Lite fill it now? Wait for it to spider and get new glass? Claim eminent domain and seize the windshield from Monticello's Miata? Personally, I think it's time for a sheet of Lexan, broken in with some laps at Willow Springs.

Maybe only a handful of readers will feel me on this one. Perhaps you traveling types who log mileage and fuel receipts. When we gas up our long- and short-term test cars, we log trip and odometer readings. Increasingly, this requires a trip into the digital world, which in many new cars means mystery sequences involving menus screens, steering wheel buttons and scroll wheels, buttons arrayed by your knees, or careful thumbing of those reset stems.
Inevitably, the car either needs to be running or in accessory mode, which is always a bummer when you start the transaction at the pump and realize you didn't memorize or jot down the odo reading (required to start the fuel flowing in our case).
Hence another of the old Miata's charms: analog odo and trip. There's no Trip B option, and sure, I guess odo tampering is a good enough reason to go — and stay — digital. As modern cars spiral down a bottomless rabbit hole of techery and conveniences, the most important issue facing the "human factors" designers and engineers is integrating simple with the sophisticated.
Adaptive cruise? Yes. Wafer-thin virtual touchscreen buttons to access my playlists? Shift paddles to reset the Trip D meter (one for the whole family) and average MPG? Boo.

This morning I dropped our 1997 Mazda MX-5 Miata off at the car wash and ran into editor John DiPietro waiting for the Quest to be washed. "Glad to see the Miata getting some love," he noted as we watched the car wash attendant dry it off.
Apparently our Miata doesn't get to go to the car wash all that often, even though we're supposed to wash the long-term cars every Monday. "Why is that?" I asked JDP, curious to hear his theory. "Probably because people think that since the paint is faded and chipped it doesn't need to run to the car wash all that often. The whole 'no respect cuz it's not a looker' mentality," he hypothesized.
That made me sad. Our Miata should enjoy the same pampering as our other long-termers. OK, maybe not a detailing but certainly some TLC. I dunno, is a beater worth washing frequently?
In all honestly, I couldn't think of anything else to blog on this car, especially since I've already gushed about how much I like it. Yup, I STILL like it. And I love how smoothly it downshifts. Very forgiving when practicing heel-toe downshifting.

The first time I drove a Miata was during the summer of 1989. It was one of the first MX-5s in America. It was blue, just like the one on the cover of Road and Track that March. I hated it.
Honestly, I don't remember much from that day behind the wheel. I just remember how disappointed I was. I was looking forward to the drive for months. But once I got behind the Mazda's wheel I knew immediately that it wasn't for me. It was too slow. Too small. And just too delicate for my New Jersey sensibilities.
Twenty three years later I'm still there.
Whenever I drive a Miata, any Miata, I'm always disappointed. Which is exactly why I dreamt up our Project Miata, because I'm still looking for a Miata I like to drive. A Miata I like to be in. I remember talking it up to the staff before we agreed to do it. "We can make it like a little Cobra," I said. Jay Kav bought in immediately and got to work.
But it still doesn't push my buttons, our car still leaves me cold.
It's not our car's fault. It's a cool little ride. Jay has improved it 1000% in every way. He did just what we talked about. But it still isn't for me. Every time I drive it I quickly wish I wasn't. It just doesn't do it for me. I can't help but feel like I'm driving something I'm supposed to like but don't. Something I'm talking myself into.
Where's the thrill? The tire smoke? The powerslides? Where's the intensity?
I still like the idea of a Miata. It just turns out that I like the idea much better than I like the actual experience. I always have and I'm pretty sure I always will.
Oh well, different strokes.

For the kiddies out there not familiar with pop-up headlights because they were before your time, after the jump check out what happens when I flash the brights in our 1997 Mazda MX-5 Miata. Because it stays on longer than "regular" headlights, I'd say it's more meaningful, akin to the ol' stink eye, if you will.
By the way, sorry for the gloomy, blurry video. Couldn't tell how bad it looked til I got it on the computer screen.

Now I've driven the Miata plenty of times, but due to time/life constraints, I had never really pushed the Miata for more than a few seconds at a time through various on and off-ramps in and around Los Angeles. So, this past Saturday I set out for some good roads to get some quality seat time. You know, for science. Also, there might be a track day for this car and I in the near future and I don't want to hit the track cold and unfamiliar with our Miata.
Four hours, and six gallons of 91 octane later, and I could scarcely believe how quickly this car makes work of tight and twisty roads. If I could only use one word to describe the way it dealt with the various roads and the corners, it would be good. Or benign. Maybe expertly. Deftly? I know, masterful. Sharp would work, too.
Know what I'm sayin'?
The only criticism, and it really isn't much of one at all, is the inability to really generate some wheelspin. And while that might be more show than go, it is fun to do when you have the room to play around. Oh yeah, and the thing rattles like a can of bolts over rough roads - more on that, from someone else, tomorrow.

I got the opportunity to take our Project Miata out for a good spin through the Santa Monica Mountains. Normally I'm driving it home in traffic. This time I had an open twisty road. Going up the hills and through the turns I had a blast.
It wasn't until I was working my way back down the hill that I ran into trouble.
I was stuck behind a really, I mean REALLY, slow driver. On these narrow roads there are no pull offs, no alternate routes. Misery.
It was then, while using the gearing as a brake that I noticed an unsettling rattle coming from what I expected to be the exhaust pipes. It was the kind of piercing rattle that made your teeth itch. It sounded as if the pipes were vibrating on some suspension component during each sharp spool down of the revs. I tried to use the brake more often, but I still had to use the gearing with wuss in the Explorer ahead of me. By the time I got to the bottom of the hill, I just wanted to get out the car for some relief.
I got to a beach parking lot at the bottom of the hill and pulled in. With my cell phone flashlight app, I inspected the under bits. I looked for what I thought might cause the sonic terror, but I didn't see anything. Though at the same time, I'm not especially mechanically inclined.
I think this is part and parcel for a "project" car. Especially one we sourced so cheaply. Though it is fun to drive in my opinion, it needs a caretaker with greater compassion than I can provide.

If you you bring it, you're not going to need it. That's the logic behind packing for a track day. Now while not everybody has the ability to pack an extra steering rack or a spare differential, you can, at least, pack most of the tools you'll need to do basic repairs. Let me break down what all that crap is lying on the floor behind our Miata.
There's a low profile jack, jacks stands, a set of track worthy brake pads, a brown paper bag full of various tools (yes, a brown paper bag) brake fluid, extra oil, zip ties, gaff tape, camera gear, snacks and a helmet box. Of course all that's going fit, right?
Well, yes and no.

While there was still room left in the trunk, after I loaded in all the heavy metallic stuff, there wasn't enough room for the vertically bulky helmet and brake fluid and brake pads boxes, and I'm not about slam the trunk down on the camera gear. That left me no choice, I had to resort to the passenger seat.

Everything fits alright, but you can forget about bringing that hot date to the track. Sigh.

Kurt's about to do something interesting with Project Miata over the weekend, so that gives me time to make some mundane observations right now.
Driving a recovering convertible with a fixed hardtop and rollcage is as cool as it is inconvenient. I put 50 mostly freeway miles on the 1997 MX-5 last night and noticed that with the driver seat tracked back in my preferred position, it rubs continually against the cage. It really is time for a new seat, but you know, it's so tight in this cockpit with a cage, I might still have this issue.
Another thing I noticed last night is that even with its upgraded suspension, wheel/tire swap and pretty amazing grip, the Miata doesn't ride half bad. On L.A. freeways, it's more compliant than our 1985 911, far less compliant than our NSX and about as tolerable as my (fading) memory of Evo VIII/IX (obviously, I'm comparing apples to oranges to mangos to papayas, but when you have a whole fleet of cars, it's tough to resist looking at them in relation to each other). But the steering is very reactive just off center — great for quick transitions on the track, but a little high-maintenance on the 60 freeway.
Parting thought: In-gear acceleration is plenty good at 70 mph in 5th. More power/torque would be exciting, no doubt, but as it is, most of my heel-and-toe downshifts in normal driving are executed just for sport — they sound good.

Before you attend a track day, it's in your best interest, as well as the others who will be on track around you, to give your car a good going over. Being spoiled with a Rotary Lift makes this easy. So with Miata Meister Jay Kavanagh looking over my shoulder, I had a good look in, under and around Project Rattle Can.
As everything was in good working order, Jay wanted to tackle a nagging issue having to do with the brakes.
Click on through...
For a while now, brake pedal travel has been on the long-ish side. While the braking force is still there, the extra half inch or so of distance has been bugging Jay. With the master cylinder and all the brake lines looking a-ok, our friends at StopTech suggested that tapered pads might be to blame. And, as long as the car was already up on the lift...

Jay and I replaced the front pads in about 20 minutes and then set about inspecting the old ones for irregular wear. While the old pads had plenty of life left in them, they did show signs of tapering. That was easy.

After a quick bleed of the brakes with ATE Super Blue, we bolted the wheels back up, lowered the car back down and went back to the office. Did I mention I love our Rotary Lift?

It doesn't seem like it was that long ago, to me anyway, that I packed up my gear and drove two and a half hours home from Buttonwillow Raceway Park. The car was fine, but I was stewing over not having more power. After all, 100 horsepower at the wheels in a 2800 pound station wagon isn't going to get it done at a modern track day. During the long, dark drive home, I considered upgrading the struts, buying a set of dedicated track wheels and tires, and gutting the interior (only for the track days) in an effort to make the most of my car's good handling.
In the meantime, the aggressive summer tires were replaced with all-seasons, the struts have worn out and the big rear sway bar is gone, falling victim to a snapped end link tab. I also got married, bought a house and have been throwing money at a pile of junk project car. I haven't been on a track in seven years.
But we have this Miata...
Fast forward seven years and I find myself sitting in a classroom at Buttonwillow Raceway Park learning about proper passing techniques and what to do when you see certain flags. I've done all of this, but as it had been such a long time, and since it can't hurt, I decided to hit the reset button and sign up for the Novice run group with the NCRC. Another factor was me not ever having driven a rear wheel drive car on track before today. Did I mention it's a company car? I had enough pressure.

Mark was nice enough to drive up and take some pictures my foray. And besides offering moral support, which included making me laugh to stop me from vomiting in my helmet with nerves, he taped my number to the doors and created a new font in the process - Trackside Sans.

After three sessions of various lead and follow exercises and point-by passing techniques, I had seen the rest of my fellow novice drivers and their cars and I'll be honest, I had a moment of deja vu. My Novice group, the group specifically designed for people with very little track experience, consisted of a C6 Corvette, and C5 Corvette, a Boxster S, a Cayman S, a Lotus Elise, a modded Evo X, a Caterham, a Type R Integra, an E46 M3, a fully caged GTI VR6, a built Fox body Mustang, a brace of caged Miatas and the piece de resistance, a late model 911 GT3. I was going to be lucky to get out of the way. Is there even a shallow end anymore?

But we had all paid attention in class, and with the NCRC's intelligent approach to passing rules, everyone quickly spread out and found their pace. The Miata, busy and rattly in the city, settled down and relaxed. The steering is amazing. It's light, but never vague, and direct without being darty. The car, at the pace I was driving, was very neutral with a tendency to understeer ever so slightly at the limit. It's an overused term in our business, but it was confidence inspiring.

And those tires. Without a doubt, they generated the most interest of any part on the car while it was in the paddock. I'll tell you what I told everyone else. They're very progressive, no matter the speed. And while a slow speed spin is annoying, going off at high speed because your tires aren't telling you anything, is not fun. After I get my degree in tire psychology I might want for a more serious tire, but for now, these Hankook's are outstanding. Buy them.

The second most interest generating piece of equipment on our Miata was the front mount intercooler and the Kraftwerks supercharger connected to it. As one fellow driver said, "I couldn't figure out how that Miata was still with me. Then I saw that front mount intercooler and knew that thing meant business." It's not a burnout machine, but it provides effortless and steady power all the way to 7,000 rpm. Later in the day, I was topping out fourth gear on the longer straights, which put me around 110 mph, and with the good exits speeds I was carrying, I could manage to stick with all but the most serious cars down the straights.
I was turning out to be one of the pesky Miatas.
But not all was perfect. While the brakes generated plenty of fade free stopping power, the long pedal issue was not resolved with the replacement of the old, tapered pads. By the time I was getting into the meaty part of the brakes, the pedal was so far past the gas pedal that executing a rev-matched downshift was very difficult. When size twelve shoes can no longer bridge the gap, and adjustment needs to be made. As a result, I missed a few throttle blips and blew a few turn-ins. Erring on the side of caution, and my job, I decided to brake a little sooner and not quite as hard to make braking less dicey. I was still quick, but not quick enough.
Talking with Jay, he suspects that while the master cylinder is showing no signs of breaking down, it might be getting a little long in the tooth and is the likely culprit. Thankfully, he says they're relatively inexpensive, and honestly it's the only thing I would change for the next track day.

There's so much more to say, but I'll save that for part two. And you can put your pitchforks down, I'll have in-car video for the next post, too.

I've been wanting to take the Miata on a track day, Kurt beat me to it but it was good to see him enjoy it and get his comprehensive feedback for when/if I take it to the track. In the meantime, I enjoyed a recent romp up Pacific Coast Highway and through the canyons with our green monster.
Although it'd been quite a while since I'd driven it (previously, I needed something bigger each time it was available) it didn't take long to get comfortable. Getting into the rhythm of the road is what a Miata is all about — you'd be hard pressed to find a more willing and light-on-its-feet dance partner. And you needn't run at felonious speeds to have fun either. That's not to say I didn't enjoy dipping into the boost now and then coming off the corners. But the simple joys of quick and communicative steering, a planted chassis and a toggle switch of a gear shifter get me every time I drive a Miata, be it our modded oldie-but-goody or a brand new PRHT.

For those of you that skip right to this here Long-Term Blog and never see the homepage, we just posted a feature story on Mazda's MX-5 Super20 showcar that includes a substantial cameo by Project Miata. It turns out that these two cars are more alike than different despite the yawning age gap that separates them.
We had fun making the piece, especially the part where editor Josh Jacquot and I snaked the two sports cars through miles of Malibu's canyon roads for the photo shoot. Look, read, enjoy.

In case you didn't see part one, here's Part One.
So, I promised you, gentle reader, some video.
Click on through.
Let's just go ahead and start with a full lap. This lap is using Buttonwillow's #1 configuration run in the clockwise direction.
In the words of our own Michael Jordan, "Let's hear the excuses."
So, this is the second session of hot laps. I had three more after this one, but the GoPro battery died before the end of this session. In other words, I got a whole lot better. Ok, not really. But, with the help of earlier throttle application and ever improving lines, I did get my corner exit speeds up so that my straightaway speeds neared 110 miles an hour.
Remember the long pedal travel I touched on earlier? Check out how far left I move my right leg at the end of the straights. I'm doing that to create enough room to turn foot sideways to bridge the gap between the surfaces of the brake and gas pedals. That made hard braking a little less than ideal. Not to mention it made rev matching sucky. And in the interest of not going off the track, I decided to elongate my braking zones a bit. It wasn't ideal, but it was far from the end of the world.
Speaking of not wanting go off track...
So how'd that happen? Easy, one too many turn-ins.
This was my very first quick lap in Project Miata. Quite the auspicious start, but after three lead and follow sessions, all of which averaged about 45 miles an hour, my timing on the turn in to this corner was just a bit off.
This corner claims its fair share of cars. Half of them drive off to the right; the drivers valiantly fighting understeer before dropping two wheels into the dirt. Two wheels quickly become four and off they go. The other drivers, myself included, spin off to the left.
While the corner is very, very short, the speeds you reach approaching the corner are quite high. I was nearing 95 on approach, by the end of the day. A quick dab on the brakes and an accurate turn in are all it takes to get through the corner, but as the track narrows at the exit, you can't afford to turn in too early, which will cause you to run wide, or turn in too late, which will also cause you to run wide. So how'd I manage to put it off on the left? Well, I just messed up.
After turning in early, and realizing I had turned in too early, I straightened up and blinked before turning in a second time. The second turn-in put the car into a super cool neutral drift. That super cool drift was interrupted by the curb which unloaded the inside suspension just enough to pitch the car sideways. Faced with botching a save and spearing off to the right, or just letting the car spin, I decided (really, you do think this quickly on track) to let the car spin off into the dirt. Cue the vacuum cleaner.
After that spin, and almost any spin at a track day, you will get black flagged meaning you need to pit to talk with a steward. Consider this a track sobriety check. The steward wants to make you you're ok, that you know what you did wrong, and that your car is ok to continue. After a quick chat, and a good laugh, followed by an thorough inspection of Project Miata, I was waved back out, never to make the same mistake again.
Later in the next session, Project Miata just wanted to make sure I was paying attention. At 85 miles an hour.
It was way more rad in person.
Buttonwillow is about 120 miles north of Los Angeles, which puts it smack dab in the middle of... 120 miles north of Los Angeles. It's flat. And, it's agricultural. Because of its geographic location it can get pretty windy, and when you combine that wind with the gypsum the track spreads down to soak up moisture in the run off areas (that makes it safe to drive off without getting all geologic) you get randomly occurring white-out conditions. This didn't happen a lot, but when it did...
The man in me wanted to keep my foot down and Days of Thunder it through the dust cloud. However, the real man in me wanted to freak out and slow down. I settled for a happy, if not entirely safe, medium.

Understand that as overexposed as the outside is in these clips, when the dust turned everything white, it really did look exactly like that.
As if you didn't know already, I'm not one of Inside Line's expert drivers. We have quite a few guys on staff who are blindingly fast and I don't want you to confuse my efforts with what they'd be capable of doing. I'm a guy who likes cars. I also like to drive. This track day, and these videos, are only to show you what our Miata is like in the hands of someone (relatively) normal. That's not to say I don't I have my eye on Sebastian Loeb's seat once he retires.
I hope you enjoyed them.

The other night, L.A. was hit with a little bout of April showers. Normally, I don't sweat that stuff but since I was faced with a long-ish drive in our 1997 Mazda MX-5 Miata, I have to say I was a little concerned. See, our Miata saw track time recently. (If you haven't seen the videos of Photo Editor Kurt Niebuhr racing the Miata on Buttonwillow Raceway, do it now.) So its tires, which many before have remarked on for being grippy, have worn down a bit so don't evacuate water as well as they used to.
As I drove down the curvy, wet and pockmarked 110 Pasadena freeway, thoughts of Mr. White (Project Miata #1) flashed before my eyes. That would really suck if something happened to THIS Project Miata.
The rain either brings cautious-to-the-point-of-dangerous drivers or those who drive wayy too fast for the conditions. So I just kept it to 5 mph slower than the speed limit and stayed out of everyone's way. The car danced a little when it hit wet bumps but nothing bad. And thank goodness for those effective windshield wipers.
We made it home without incident, but after considering how much time and effort has gone into this Miata, I realized that, for me, driving it is like driving an ultra-expensive car. "Please don't hit me!"

It's no doubt better than filling up a truck, but this struck me last night night when I fueled the Miata. No point in reliving the golden days when I was a Miata owner and filling up cost $20. Still, breaking the $50 milestone to fill this tiny car resonates with me.
It's going to be a long summer.

OK, Mr. Kia Sorento, what is it about the word "COMPACT" and the parking space guidelines that you don't understand? Look at our 1997 Mazda MX-5 Miata in the same-size space.
(Photo taken at the Grove shopping mall parking structure in Mid-City L.A.)
Below is a list of things I like about our Miata project car, starting with the one I find most appealing.
- Pedal placement. Cliche, right? Maybe, but every time I drive one of these cars I'm in awe of how right this is. That's a relatively small size 8.5 Piloti covering a good portion of both pedals. Sure, I'll admit I didn't drive it hard on a track so I can't comment on the effectiveness point like Kurt did. Still, during street driving, heel and toe use is awesomely easy.
- Bump travel. It's an often-overlooked yet critical component of making a first-generation MX-5 work right when lowered. And, holy crap, is this thing ever lowered. Yet it can still be driven hard into an unexplored corner with little concern. It's a trait my boosted Miata distinctly lacked back in the day.
- There's some measure of chassis rigidity. As long as we're crapping on my old Miata, here's another area where it fell measurably short. Now I'm not saying this car is a structural masterpiece — no, there's still some twist in there — but it's certainly better than stock.
- It's not perfect. There are years of patina both inside and outside this car, which makes it somehow more endearing. I see the value in items that are well worn but still work right and this car is a perfect example. Kudos to Jay Kavanagh here.
- There's no urge to drop the top and sunburn my scalp — something I did far too often when I owned a soft top Miata.

This cupholder in our 1997 Mazda MX-5 Miata is not attached securely to the center console. In fact, whenever I went to take a sip from my shake, the cupholder would come up and off, still attached to my cup. Because of this I've felt compelled to take corners and turns more gingerly for fear of flying drinks. Not that I'm hating on this. In fact, I can respect it. I know, it's a 180 from my time in our Porsche 911. But this just goes to show that our Project Miata, like our old 911, is only for straight-out driving, not multi-tasking. Oh that every car were like this. By the way, careful out there, National Distracted Driving Awareness Month is almost up.

Saw this sweet Ferrari parked outside my house.
Bet it's almost as rare as a mid-'60s Mustang.



If anyone complains about the hardtop on Project Miata ever again, I will direct them to the above pictures for some perspective on the subject of modified Miatas.

Threw Project Miata on the scales to recheck the corner weights. I use the corner weighting technique outlined here.
Our little green hoopty has been pounded on for thousands of miles so I was curious if any settling or preload had occurred due to spring set or bushing deformation or other malady.
Without making a single adjustment, the corner weights (with me in the seat) were fewer than five pounds off the target.
Easiest corner-weighting job ever.

I encountered this GT-R while commuting in our 1997 Mazda MX-5 Miata and couldn't help but notice its license plate: "RTFMPLS." What a waste of a vanity plate for a GT-R...or maybe I just don't get it. Anyone want to give it a try?
By the way, I was able to pass him no problem in our Miata. OK, he did seem to be in a left-lane coma but still. Rush-hour traffic is a cinch in our little Miata thanks to its ample visibility and go-kart ability.

So many reasons to love the Miata in general and ours in particular. Here's one: Easy parking in narrow coastal city parking lots. Plus a bonus "ewwwww" from a passing 328i full of dim spending drones on leave from their first corporate job in Century City.

We dropped in at Keegan Engineering recently where the impossibly genial and humble Mike Keegan took us to school on head porting. Specifically, the porting of Project Miata's VVT BP head.
There's a lot of subtlety to this craft. It's equal parts science, skill, sweat and experience. Hit the jump to see what I mean.

Who's Mike Keegan? He's Project Miata's engine builder (above, right). Prior to founding Keegan Engineering, Mike worked for years at Cosworth building Champ Car and NASCAR engines, working in their cylinder head department developing IndyCar and NASCAR heads and then as a track support specialist for Champ Car and Formula Atlantic. Built a few of the latter's engines, too, while he was at it. He's even dabbled in building performance diesels.
Today, Keegan Engineering specializes in building numerous production-based high-performance engines. The list is long, including (deep breath) Subaru EJ series; watercooled Porsche; Mitsubishi 4G63 and 4B11; Nissan VR38, SR20, VQ and RB series; Honda H22, F20 and B series, Aston Martin Vantage V8; and, of course, Mazda BP. The company has also developed proprietary CNC ported heads for Mazda BP, Nissan VR38 and Subaru EJ (and soon, FA) series.
All of the above is a long way of saying that when it comes to engine building and head porting, Mike speaks from experience. So let's hear what he has to say about porting Mazda heads.

First, the exhaust side ("roughing" work in progress shown above) of our head. Keegan has found that for NB-era Miata BP heads like this one, there are gains to be had by porting the intake and exhaust sides, but moreso on the exhaust side.
He stresses that if there's an overriding goal of porting these Mazda heads, it's to not overdo it. Simply hogging the ports out as much as possible might show large gains on the flowbench, but it ignores a key factor — port velocity . "A lot of guys take too much material out. You want to increase the flow, but you've got to have velocity for efficient combustion." A small port will promote velocity and in turn provide the strongest charge motion possible, which helps speed the combustion process.
A properly ported head, then, retains velocity while maximizing volumetric efficiency (VE), which is goodness whether an engine is boosted or normally aspirated. Our goal with Project Miata's new mill is, again, to make the most of 91 octane, so we'll take all the VE and charge motion we can get.

Porting-wise, Keegan emphasizes that the BP's port roof is much, much more important than the port floor. "The goal here is minimize the turning of the flow, so the roof is key. I focus on the roof area between the port exit and the midpoint of the port, blending it [with the as-cast roof] as I go further." At left, the point in the stock port at which he finishes the blend.
He touches only the areas of the port that need it. "The stock BP port sides flatten out a bit, so I reshape them for a more gradual transition to the port exit."
Surface finish on the exhaust side doesn't need to be mirror smooth. "The exhaust ports all get a layer of carbon on them anyway. 180 grit or so is all you need."

Flow is important, but not if it comes at the expense of reliability. Keegan is wary about the practice of cutting the valve guides down and making them flush with the port.
Instead he leaves the guides intact at full length and smooths out the casting boss at the base of the guide (left; stock port). This retains the full support of the valve to maximize valve guide life.
Also, he's found that the VVT heads are generally much better from the factory than the early NB or NA heads in terms of casting quality and core shift. The early heads often have a 0.040-0.050" step where the port meets the valve seat that the factory doesn't bother to clean up.
As if you needed another reason to use a VVT head on your Miata hot rod.

Speaking of reliability, there's a reason you don't see fashionable razor-sharp port dividers on Keegan's heads — thin dividers are prone to cracking. Mike instead retains a more generous radius on the divider to maintain robustness and minimize the likelihood of cracking. And Mike hasn't found any disadvantage, flow-wise, to the blunt-er dividers.
Are you beginning to get the impression that Keegan knows a thing or two about head porting?

On the intake side of Mazda BP heads, Keegan focuses on the port roof and seat transition (right). He removes only enough material to create a constant radius and to turn the flow less abruptly. In flow bench testing of his BP heads, he's found that this change alone increases flow 10-13% across the entire valve lift range.
Same approach goes for the short turn radius - he eases this transition to the valve seat and radiuses the abrupt turn Mazda placed here.
The sides of the intake ports generally don't need much more than 0.030-0.050" taken off, just enough to clean it up and remove the casting roughness.

Though the port entry is gasket-matched, Keegan avoids gross removal of the port floor and focuses efforts on the roof in an effort to straighten the port. Mazda nerds will recall that this is the approach taken by the factory when the NB Miata debuted - the new head boasted a more upright intake port with a straighter shot to the valve, increasing flow.



Keegan shows us that the stock exhaust valves in particular are shrouded by the walls of the combustion chamber and benefit from some careful work. He again cautions against getting too rowdy - removing too much material here might help valve flow but it will remove crucial squish area in the combustion chamber. To address this, he will make very small passes in the shrouded "smile" area shown at at top left. Just enough to unshroud the valves, and no more.
The procedure goes like this. He applies Dykem (layout fluid; the red stuff shown in many photos here) to the deck surface of the head and then secures it to the bare block, which has already been bored to size. Then he flips the assembly around, reaches down into each bore and scribes the projection of the bores onto the head (above, middle). This provides a visual boundary (above, right) for said unshrouding work.

We left just as the chamber work was about to start, so while the finished head isn't shown here, here's what happens next. He'll switch to a grinding stone to iron out any small remaining bumps and ridges in the ports and smooth out the combustion chambers. Finally, he'll apply a sandpaper flap wheel to achieve the desired surface finish.
At this point the head will be ready to receive a valve job to accomodate Supertech +1mm valves (more on this later). A proper valve job also promotes flow by providing a smooth transition from chamber to port (and vice versa) and further unshrouds the valves, as there's a nasty ridge in factory heads right where the seats sit.
Keegan has developed a proprietary 4-angle valve job for the BP heads, and in his soft-spoken way stresses that the angles he chooses are not simply xeroxed across all the different heads he works with — the valve job is BP-specific. He also targets a specific and proprietary ratio of intake to exhaust flow in his heads. It's no wonder he'll spend 10-15 hours hand-porting a head.
Once the head is complete, it'll be time to do a mockup with our long-rod short block and continue the nerdery.
Sources
Keegan Engineering
562.301.3277
info@keeganengineering.com


Came out from lunch the other day and found this very nicely turned out Miata snuggled up to our long-term Project Miata. The driver was no doubt drawn to the sheer beauty of our green (and black) meanie.

I'm still on the fence about the door bars on our long-term Project Miata. I definitely appreciate the extra rigidity and safety. But after sliding in and out over the bar while driving around town over the weekend, I'm not sure I'd want to put up with them on a daily basis if it was my own car.
And I certainly don't like the havoc they wreak upon the door armrests.
That being said, those bars do make the Miata an even more serious sports car/track-day car. I guess you just need to channel your inner Dukes of Hazzard, albeit without the fully sealed doors.
I'll keep thinking on this one.

I marvel at how superb the steering is in our LT Project Miata whenever I get into it. It's quick, precise and has an excellent feel. This is the kind of directness you want in your sports car.
I don't exactly mind gripping that Momo wheel, either.
No doubt a good portion of the credit has to go to the alignment set up by Jay Kavanagh. Never underestimate the value of a good alignment with the correct amount of camber and caster to make a car handle well.

You probably read the news that Fiat is piggybacking on Mazda's next MX-5 ("ND") to create the next Alfa Romeo sports car.
It's a funny twist of fate, considering that the original Miata was openly inspired by/a modern recreation of British and Italian ragtops like the Alfa Romeo Spyder shown above. Shortly thereafter, of course, the Miata became the very definition of the genre and the best-selling sports car in history by improving on its inspirations in every conceivable way, and today Alfa openly points to Mazda as being the global experts in rear-drive sports car manufacture.
Anyway, the Fiat-Mazda partnership is poised to be a very good thing for all parties involved including consumers. Mazda has been in desperate need of a stable partner ever since Ford sold off their remaining interest in Mazda a few years ago, as the absurdly strong yen in the meantime has taken an unusually high toll on the small, export-heavy Japanese automaker. As a result Mazda isn't taking in large profits these days despite high demand of the Mazda 3 and a promising start with the CX-5 compact SUV.
On the Italian side, Fiat has been looking for a way to revitalize the iconic Alfa Romeo brand in a global way. Sharing a sports car alone won't be enough to turn each manufacturers' tides, but it's a good start, and it portends future collaborations between the two automakers.
Development and production costs of the MX-5/Alfa sports car will be spread among higher volumes and Fiat will shoulder some of the burden, which is goodness in alleviating cost pressures on all fronts. As such, in an indirect way the partnership will facilitate one of Mazda's primary design goals of the ND — to achieve the same 2,200-lb curb weight of the original NA car. This is an exceedingly tall order given the safety, NVH, stiffness and feature content demands of modern cars, especially in a car that's supposed to be as affordable as the MX-5 is.
But what I'm most intrigued by is the parts-swapping potential. The Alfa variant will likely command a higher point, have a different suspension calibration, styling and a 1.4-L turbo Multiair engine, whereas the ND is expected to have a feeble normally aspirated 1.5-liter Skyactiv four-cyl. Can you say engine swap?
And maybe, if we're lucky, Fiat will require a fixed-roof version of one or both cars be produced, too.

Our long-term Miata has one of the most annoying key buzzers I've heard. Put the key in the ignition and open the door and it just incessantly buzzes at you — whether the car is on or off, doesn't matter. Key in, door open and let the annoyance reign.
On the bright side, I guess you won't ever forget and leave the key in the ignition...

Considering its age and the hard use Project Miata, our 1997 Mazda MX-5 Miata, gets, it was time for a little TLC. So on Sunday I washed, clayed and waxed it and in the process remembered how much I dislike detailing cars, even ones with minimal surface area like the Miata. The hours consumed, the tedium, the subsequent fear of birds defecating anywhere within a three block radius.
Ah well. It does look better now; a bit of gloss returned to the coat and many tiny scratches and blemishes ironed out thanks to the clay bar, aka magic eraser. If you've not used a clay bar, give it a shot — the smoothness it imparts makes the wax go on and off sooo much easier.
Its decklid is beyond any kind of hope, but waxed it anyway in a (probably futile) attempt to stem the rate of oxidation. After all, a little patina on a well-exercised car is good provided it doesn't evolve into neglect.

Not too long ago, Miata enthusiasts fell into two general groups - racers and wine-and-cheesers. But just when you thought the demographics of a well-established car had settled into a groove, an unexpected thing happened — a few years ago, younger drivers discovered the Miata.
Among these guys is a microcosm of hardparkers, show cars, beaters, racers and just commuters. They're sociable, too.
A small group in southern California started meeting weekly at a local Krispy Kreme parking lot to then go on a drive. This meet then grew into KINOD (Krispy kreme In-N-Out Drive).
The sixth anniversary of KINOD was last Friday night at the usual spot in City of Industry. Like most car meet-ups, these guys swap lies, parts and just hang out. More than a hundred Miatas showed up at KINOD 6, and the variety was hugely eclectic. There really is something for everyone. That car in the lead shot is Blackbird Fabworx' Miata Challenge car. It's no show car, as it's currently leading the class championship.
I snapped a few crappy pics when cars were just trickling in. Then I got distracted by the aroma of donuts and fell into a food coma. My favorite detail? The guy who street-drives his deliciously patina'd Miata on Goodyear Eagle racing slicks.
For more (and better) images, head over to clubroadster.net.

Once the sun set, this lot was full of Miatas of every flavor. Also, that FD RX-7 has an LSsomethingorother in it.



Pretty neat execution of a simple bikini top.


This '01 is for sale. Supercharged. Lots of bits. Nice. $9995.

Lotus Elise seats are a popular swap for Miatas. They're great if your back is hammock-shaped.

Have a vent or twenty. This guy drove in from Arizona just for the meet.

Project Miata has plenty of rattles and squeaks. Lately, though, there have been more noises than usual, particularly related to the hardtop. So while it was in my driveway for a once-over, I went on safari.
For starters, the striker plate (the thing on the windshield header that the hardtop clasps onto) on the driver's side was missing one bolt, and the other had backed out halfway. Aha. They're T40 torx head metric bolts, not quite unicorns but certainly won't find them at Home Depot Motorsports. Not to worry. I found the missing bolt stowed away under the seat.
Add a stiffer suspension to an old floppy car and then drive it for as hard as possible on murderous roads for thousands of miles and bash it over the kerbs of a few roadcourses and you, too, can expect to find hardware under your seat.

Ported head, check. But port work, while a critical ingredient in a proper high-performance cylinder head, is best served with hardware that can fully exploit it. Running a ported head with stock valves and cams would be suboptimal, like training for a marathon wearing Florsheims.
And when it comes to high-performance VVT Miata heads, upgrading the valvetrain also creates an opportunity to enhance its durability.

Underpinning this bootstrap effect in Project Miata's Keegan Engineering-ported head is a thoroughly overhauled valvetrain. Fortunately, Supertech makes this easy — they manufacture a whole range of high-performance valvetrain hardware for many auto makes, and it's engineered to work together.
Project Miata's new head has Supertech +1mm valves, their single valve spring kit, titanium retainers, shim-under-bucket conversion and Viton valve seals. It's all in support of our goal of maximizing this little rat's area under the curve on 91 octane. Here's the nitty gritty.
+1mm Valves
Larger valves are a straightforward way of increasing flow - the increased valve curtain area they provide is easy to envision. As a general rule, valves that are 1mm larger than the stock Miata valves provide a meaningful increase in flow potential with no real downside. And with the Miata head, Keegan has showed us that properly unshrouding the valves will make any valve perform to its potential.

Supertech offers a wide variety of valves in stainless, Inconel and titanium. We went with their entry-level MAIVN-1206 and MAEVN-1206 stainless "+1mm" valves for the intake and exhaust sides, bringing them to 34mm and 29mm, respectively.

Ever wonder why an engine's exhaust valves are always smaller than its intake valves? It's because the speed of sound rises with temperature. Hot gases don't "choke" a valve as readily as do cooler gases, so the hotter the gas, the more of it you can cram through a valve of a given size... provided that gas has enough pressure to offset the density lost because it was hot. Good thing the exhaust side (unlike the gas on the intake side) has cylinder pressure to help bust that gas out. The more you know...

Supertech's stainless valves are made of SAE EV8 stainless steel, a grade of austenitic stainless with high chromium and manganese content that has been developed specifically for high-temperature valve use. The slight necking-down of the valve stem means there's less blockage of incoming airflow, and the black nitrided finish provides a hard, smooth exterior while the underlying steel structure retains ductility.
One neat touch - Supertech's valves stems are purposely sized 0.6mm too long. This extra stock can be sized specifically for the depth of your valve seats and selection of shims. This is one example of why it's important have your high-performance engine assembled by somebody who knows what he or she is doing, or, if DIY-ing, to ensure you're paying attention, know what to measure, have the right equipment and know how to use it.
Higher-Rate Single Valve Springs
Up through model year 1997, Miatas all had a hydraulic lifter valvetrain. Hydraulic lifters use engine oil to take up valve clearance, or lash, providing a maintenance-free valvetrain for the life of the engine.
Unfortunately, hydraulic lifters are heavy. Heavy things in a valvetrain that are accelerated and decelerated many thousands of times per minute induce higher forces and are harder to control than lighter ones. Ultimately the total valvetrain mass and spring rate limits how aggressively the cam can open the valve at high engine speeds. In simple terms, more valvetrain mass makes your cams wimpier or your redline smaller, or both.
This reality is partly why Mazda switched to a solid lifter setup in 1999. The solid lifters are much lighter, reducing valvetrain forces, which in turn allowed a more aggressive cam to be fit. These changes had a lot to do with the '99 Miata's bump in power and torque.
Solid lifters use shims to set valve lash or clearance. Unlike hydraulic lifters, the valve lash of solid lifters requires periodic inspection and adjustment if necessary. It's a fair tradeoff for a better valvetrain.
In 2001, Mazda again tweaked the head, this time with variable intake valve timing. The solid lifter setup was retained, and a yet-slightly more aggressive cam profile was added. With this setup, little margin was retained. Racers that have raised their rev limits on stock VVT Miata heads learned this the hard way — destructive valve float occurs just 300 rpm after the stock fuel cut of 7200 rpm.
With our deep-breathing head and strong bottom end, that's an arbitrary rev limitation we just can't abide. The solution is less reciprocating mass and higher-rate valve springs to raise the rev threshold at which valve float occurs and once again, Supertech has this covered with their single valve spring kit and titanium retainers.


Supertech's entry-level single valve springs (more aggressive dual spring setups are also available for the Miata) and lightweight titanium retainers are integral components of a valvetrain that won't hem us into a buzzkill redline or a weaksauce cam.
Spring surge is a phenomenon that can occur when the natural frequency of the spring itself is excited by the speed at which the cam is driving it. Higher rate raises a spring's natural frequency, and so does lower weight. However, a stiffer spring typically has more mass, and this can create a surge situation.
Ideally you want a higher spring rate to avoid float and a low spring mass to avoid surge, a combination that requires specialized spring steel. Supertech's SPR-MM18S single valve spring kit neatly addresses this conundrum, with a 24% higher rate on the intake side while weighing 23% less than the stock spring. Adding additional lightness are the company's titanium retainers, which replace the stock steel ones.
Shim Under Bucket Conversion
It turns out that the factory solid lifter setup still isn't as light as it could be. The stock buckets are mass-produced items that haven't had every gram pared away since, hey, the stock valvetrain works fine as long as everything stays stock. And because the stock lifter setup places the shims between the cam lobes and the lifters, each shim is necessarily as large as the diameter of the lifter. There is opportunity for improvement.

Supertech's CF-30/16LC shim-under-bucket conversion is that improvement. It replaces the factory buckets with new ones that relocate the shim to beneath the lifter (or bucket). In this location, the shim only needs to be as big as the top of the valve stem (6 mm) instead of the entire surface of the lifter like in the stock setup. The buckets in Supertech's shim-under-bucket conversion are some 30% lighter than the factory ones, and the shims are a fraction of the stockers' mass.
Shim-under-bucket is a standard practice in high-performance valvetrains and can be found on many stock sportbike engines.
Moving the shim entirely away from the cam lobe in this manner also removes any possibility of the shim being dislodged by a big cam lobe and shot out at high rpm. Usually when the shim is tiddlywinked in this way, it wreaks havoc elsewhere in the head, not to mention the shimless lifter that's now running with more clearance than Agent Kay and the cam smacking said lifter into oblivion.
Here's how the component weights shake out:
| Supertech | Stock (VVT head) | |
| Valve, Intake | 47g | 42g |
| Valve, Exhaust | 41 | 40 |
| Spring | 33 | 43 |
| Retainer | 6 | 10 |
| Bucket | 32 | 45 |
So on the intake side, we've reduced reciprocating valvetrain mass on the intake side by 14% (17 grams) and by 18% (21 grams) on the exhaust (I counted half of the spring's mass as reciprocating). Not listed here are the shims, which represent an additional mass savings.
It's all ready for a pair of cams to make the whole thing come together. We're working with Miata specialists Trackspeed Engineering on cams that play nicely with the above hardware, and will have more geeky tidbits for you soon.
Sources
Supertech Performance - http://www.supertechperformance.com/
Trackspeed Engineering - http://trackspeedengineering.com/

Sometimes you can locate and solve a weird noise in a car with a torx bit, a ratchet and three minutes. Then there are the noises that are more elusive.
*Updated* - more accurate intel inside
A few weeks ago Project Miata developed a very subtle skrik-skrik-skrik in certain driving conditions. In the space of a week or so it grew obnoxious, and the conditions more obvious — the noise was happening in gear, clutch engaged, on the overrun (or while in reverse), and was not coincident with wheel speed. To me this was the telltale of a bum u-joint. U-joints on Miatas are not serviceable, so the whole driveshaft would need to be swapped.
Flyin Miata Salvage had on hand a 58k-mile driveshaft from an '04 Miata, and into the mail it went. A couple of days later I put the Miata up on our Rotary Lift to get busy.
Replacing a Miata's driveshaft is cake — drop the underbody brace (six bolts; it's already removed in the lead shot), remove the O2 sensor, drop the exhaust, then it's just four bolts at the diff and the driveshaft practically falls out.

Our boneyard driveshaft came from a 2004 Mazdaspeed Miata.
The MSM driveshafts apparently are identical to those of non-MSMs of equivalent model year.
(Flyin Miata reports that MSM driveshafts are unique relative to non-MSM units. -JK)
Once I popped the new driveshaft in and tried to install said four bolts, it became immediately obvious that something wasn't right. The replacement driveshaft would rotate about a quarter-turn before its front u-joint bonked into the powerplant frame (or PPF, Mazda's brace thingamajig that connects the back of the gearbox to the nose of the differential).
Upon inspection it could be seen that the later driveshaft was beefed up compared to our original '97 unit, and that this beef had beefed itself right into the top of our PPF.

The later driveshaft (top, in picture above) has a larger u-joint and more prominent bosses on the yokes than the '97 driveshaft (bottom). Initially, the later driveshaft's protruding bosses contacted the top of our PPF.

That shiny spot is the witness mark where the later u-joint has a property dispute with the PPF. Also note on the PPF the dirt-caked grease that flew out of our old u-joint, which no doubt accelerated its demise.
Before doing anything else I called Flyin Miata to double-check whether additional components related to the driveshaft (like the PPF) had, too, changed in later cars.
Nope, not that they knew of (and they've seen pretty much everything related to Miatas).
(they've since learned that MSM driveshafts are different from non-MSM ones. -JK) But, it was suggested, try taking up the slack in the PPF mounting to buy some clearance. So I simply loosened the three big bolts at the front of the PPF and re-torqued them while prying. That did the trick — no more interference.
Buttoned it up and confirmed that, indeed, all was well and the noise was now gone.
It's not clear when Mazda started installing the bigger u-joints on the Miata's driveshaft but I suspect this change came in 2001
. (seems to be an MSM thing -JK) Anyway, a later driveshaft can go in an earlier car (well, this earlier car, anyway) as long as you crank the PPF out of the way. It's an easy fix.

So there I am, standing behind a taco stand gazing at the trunk of the Miata hoping we never get the thing repainted.
Stare at it long enough and it gets all three dimensional, I swear.

It what, I think, was the easiest bulb replacement I've ever done, I said goodbye to the old left front parking light blub on our Miata and hello to the new one.
And when I say it took me longer to grab my camera, and take the picture than it did to change the bulb, I'm not exaggerating. I love simple cars.

After a very, very odd day of transporting and photographing cars, I wound up with our Miata and an hour long drive home. But as I stuffed myself over the bars, into the seat and fired up the motor, I heard the tell-tale clicking of the valves. As I was already at a gas station, I popped out and checked the oil. Sure enough, it was down a quart so after a few bucks and a few minutes, the oil was back up to level and I hit the road, sans radio.

It's been a while since you've heard about Project Miata's long-rod BP engine, but that doesn't mean nothing has happened. After a few unrelated delays, it has been coming together quite nicely at the experienced hands of Mike Keegan of Keegan Engineering.
Some might call it obsessive. I'm referring to the discipline required to be a professional engine builder. You might think that the majority of time spent in building an engine is, well, building the engine.
Nope.

The best engine builders spend most of their time making measurements. This was hammered home when I watched Mike Keegan of Keegan Engineering setting to work on bringing Project Miata's 1.9-liter long-rod VVT engine into reality. His assembly process entails assembling and disassembling the engine several times in order to obtain the measurements he uses to set the final configuration. Patience, he has it.
Mike is too modest to have a motto, but if he did, I bet it would go something like this: Assume Nothing, Except That Every Dimension On Every Part Is Wrong Until I Confirm That It Is Right Or Make It So.
Measuring Valve Travel

If you have big cams, big valves, high-compression pistons or some combination, the valves and pistons might have a territory dispute. The valve overlap period is when this is most likely to occur — as the piston rises toward top dead center, the exhaust valves are closing and the intake valves are opening.
One of the many checks Mike makes prior to assembly of every engine is a valve travel measurement. He starts off with the bottom end bored, assembled and torqued to spec to ensure that the pistons' position will be representative of reality. For this process, the head has no cams, lifters or retainers but the valve seats are cut to depth and includes the guides and valves to be used in the engine — in our case Supertech +1 mm valves.
Then he puts a dummy head gasket on the head and torques the head down.

A dial indicator is set on the head and situated onto the exhaust valve stem to measure valve travel. A degree wheel is set up on the crankshaft nose. Mike sets the piston to 10 degrees before top dead center (BTDC), then 5 degrees BTDC, then zero degrees BTDC. At each position he extends the exhaust valve down until it touches the piston and measures the associated valve travel. The process is then repeated for the intake valves at zero, 5 and 10 degrees after top dead center (ATDC).
By examining the travel of the valves during the overlap period in this manner, insight is gleaned beyond simply piston-to-valve clearance or whether the pistons might touch the valves in operation. He compiles this valve travel data and plugs it into his software to reveal exactly how much he can deck the head, whether the pistons' valve reliefs need adjustment and how much, even how aggressive the VVT mapping can be.
Setting Up The Block

Our JE pistons are 1mm larger than stock, requiring the blocks' bore to opened to 84mm. Keegan has found that the BP will accomodate 85mm bores without worry, though he cautions that 85.5mm requires the block be sonic checked to ensure there's adequate meat.
Piston rings seal on the cylinder walls best if those cylinders are straight, round and of the correct surface finish. However, the act of torquing the head down to the block significantly distorts the cylinder bores. If it had nice round bores prior to installing the head, it won't once the head is torqued .
This is why good engine builders use a torque plate during honing of the bores. The torque plate is a slab of metal that is bolted to the block's deck prior to honing its bores.
However, if the torque plate is too stiff, it won't induce the same distortion as does the head. This is why Keegan first performs an analysis of the stock head to determine its inherent stiffness, then creates a torque plate that emulates this stiffness. For extreme builds he employs the hot hone process, whereby a hot liquid is circulated through the block and torque plate during honing. This simulates — and accounts for a lot of — the heat-induced bore distortion of a fully-warmed, running engine.
During honing, Keegan allows no more than 0.0005" out-of-straightness from the top to the bottom of each bore, and less than 0.00025" out-of-round. He employs a plateau hone for the bores. If you were to look at the finished plateau honed surface under a microscope, you'd see that the peaks of the surface have been knocked off, but tiny channels have been behind. These channels are critical to retain oil for proper ring lubrication — you don't want your cylinder bores to be polished smooth, else the rings would quickly weld themselves to the bores due to lack of oil. Doh.

Tight squish relies on very stiff rods. Our Mil.Spec billet 4340 H-beam connecting rods are made specifically for long-rod BP engines to withstand much higher loads than stock. Despite their added length relative to stock, the Mil.Spec rods weigh 516 grams. Stock BP rods are about 550 grams, though this number varies from widely from rod to rod.
Deck height, or the gap between the topmost portion of the piston crown and the surface of the head, will be set to approximately 0.030" for this engine. The smaller this gap, the better for "squish."
Squish results in high velocity, radially-inward gas motion when the piston reaches top dead center, and is a great way to speed the combustion process and stave off knock. Knock resistance (and control) will be crucial to support our goal for this engine — to maximize output and powerband with 91 octane.
Next up: short block assembly.

To set up the valve travel measurement, the prepped block first gets a degree wheel installed on the crank.

Then a pre-compressed mockup head gasket of nominal thickness in put in place. Once the valve travel is known, a thinner or thicket head gasket than nominal may be used in the final assembly.

Mike lowers Project Miata's ported head over the head studs.

The dial indicator is fixtured to pick up the exhaust valve stem.
Sources
Keegan Engineering - wwww.keeganengineering.com
Mil.Spec - www.mil-spec.org

One of the key elements of Project Miata's new heart is its set of Mil.Spec connecting rods. After all, you can't have a long-rod configuration without long rods.
There's more to them than simply additional length, though.
Mil.Spec's connecting rods are machined from billet chromoly steel and are made in the USA. They're designed to be lighter and stronger than the stock rods despite being 7mm longer from the centerline of the big end bore to the wristpin bore. How is this possible?
It comes down to material selection and geometry. "Chromoloy" typically refers to 4340 steel, which is a well-known but very general term. Mil.Spec's rods are made of 4340AQ steel (produced in USA by Timken), where the AQ denotes Aircraft Quality. This is an important distinction over run-of-the-mill 4340 — the AQ variant contains lower concentrations of phosphorus and sulfur which embrittle steel.
I'm stressing the USA part because offshore steel remains questionable, in my opinion, and connecting rods are probably the last place you want to skimp on a high-performance engine build.
The AQ steel comprising the Mil.Spec rods undergoes a remelt process... twice. Remelting casts off trapped gases and allows for a more controlled rate of solidification. It's an expensive and time-consuming process that produces a cleaner steel (factoid: 4340AQ is often chosen for aircraft landing gear).
After manufacture the rods are cryo treated and shot-peened. The upshot to all this leg work is elevated tensile and modulus properties that, in turn, allow mass to be removed relative to stock. According to my scale the Mil.Spec rods each weigh 516 grams, compared to 550 grams for a stock Mazda BP rod.

This photo has not been retouched — the parting line where the cap meets the rod is essentially invisible. This is the sign of some pretty impressive machining capability.
The H-beam construction was intentionally selected by the rod manufacturer as preferable for a boosted application. H-beam versus I-beam is a long-contested debate, but in my view on it goes like this — I-beams are less costly to manufacture, making them popular among OEMs. H-beams however offer inherently higher resistance to lateral torsional buckling and have lower stress concentrations at the shank-to-small end transitional areas. This characteristic allows mass of H-beams to be reduced — or margin of safety to be increased — relative to I-beams.

ARP Custom Age 625 rod bolts secure the cap to the rod. It's been said that rod bolts are among the most highly stressed components in the bottom end of an engine.

The stock BP rod (right) is forged, but you can see the difference in beam section (and length) here. Surface finish of the stock rods exhibits a moon-like characteristic. Stock rods work fine at stock power levels, but are the first thing to fold when you start feeding a Miata boost. Also note the generous fillet radii in the Mil.Spec rods.

E aho laula. I'll go ahead and point out the obvious — these Mil.Spec rods aren't drop-in replacements for the stock rods, onaccounta the additional length. They're to be used in long-rod configurations with, say, the JE Pistons FSR pistons. They're a premium product for a specialized application. Also, Mil.Spec are probably willing to work with you if you've got a unique application in mind.
Source
Mil.Spec - http://www.mil-spec.org/home.php - connecting rods

The role of proper hardware in an engine build is paramount, but the role of proper assembly is just as critical, and often understated. A few thousandths of an inch in the assembly of a high-performance engine separates a reliable, high performing engine from one that, well, isn't.
That's why we left the assembly of Project Miata's heart transplant, a 1.9-ish-liter long-rod VVT Mazda BP, to the pros at Keegan Engineering. We delved into the nuances of their work a bit in a recent short block setup entry.
Across the jump are a lot more insights provided by Keegan as the build process progressed. (I originally planned for this entry to get into the head, but I realized I had such a surplus of short block assembly notes that the head will have to wait for now!)

Mike Keegan torques the main bearing caps without the crankshaft in place in order to determine the proper bearing size to use based on his desired bearing clearance.
A note on the use of main bearing studs (not shown here but being used in this build): when replacing the main bearing cap bolts with studs — even on a brand new engine — you absolutely must first align-hone the mains. This is because studs provide higher clamping force (due to higher tightening torque) than do bolts, making the mains ever so slightly egg-shaped. Once align-honed with the studs secured, the mains again become round, and round bearings are happy bearings.
Mike recommends studs for BPs that will generate more than 250 hp.

A dial bore gauge is used to measure the installed bearing diameter. For this build the clearance will be set to 0.001" for every inch of crank journal diameter. Clearances are a balancing act — going tighter increases load capacity at the expense of additional windage loss and reduced oil flow rate. Too loose and the bearing runs cooler and saps less power, but it loses load capacity.

We're using a stock Mazda BP crankshaft for this build. It's forged from the factory, and Keegan reckons it's a pretty stout piece good for many times the stock power output. Still, no dimension escapes scrutiny prior to use. Here Keegan measures the crank journals to determine their out-of-roundness, taper and surface finish. If any of those parameters don't meet his standards, he has the crank corrected.

ACL bearings are chosen for their high embeddability characteristics, high load capacity and size selection.

All cranks are rebalanced to Keegan's specifications. For inline-4s, he allows crankshaft unbalance of no more than 0.5 grams (at the radius). For pistons, the heaviest one can be no more than 1.0 gram heavier than the lightest. Same for rods.
Keegan is bearish about removing weight from crankshafts, particularly those of inline 4cyl engines, and double especially for those inline-4s that do not employ balance shafts. Like the Mazda BP, for instance. He'll do some bullnosing of the counterweights, but that's about it.
That brings us to three of the things Keegan views as common misnomers when it comes to high-performance engine assembly
1. Aggressively Lightened Crankshafts — "Don't go too light," he cautions. "Inline fours are not as naturally balanced as boxers so they rely on more counterweighting." (He builds a lot of Subaru engines, too.)
2. Huge Ports — "Bigger is not better." Read more about Project Miata's head work by Keegan here.
3. WPC Treatment On Everything — "WPC is great. I use it on certain valvetrain parts to reduce friction. But people get carried away with it, WPCing everything, and it just isn't necessary.
Crankshaft thrust (aka axial) float measurement. The target for our iron block is <0.005" float, dry (an oil film would take up space and alter the measurement). Aluminum block engines generally require increased thrust float when cold as the gap shrinks more when the block heats up (aluminum has a higher coefficient of thermal expansion than iron).
As for thrust bearings, factory Mazda thrust bearings are the way to go here.

A fine stone deburrs the piston rings prior to use.

Then the bare rings are set into the finished bores. The ring gap is then measured and adjusted independently for each bore-ring pairing.

Piston pin bore measurement in action. For this build, Keegan will target 0.0005" wristpin-to-bore radial clearance (as measured cold).

Checking the pin bore diameter of the Mil.Spec connecting rods. These rods have pin bushings made from Ampco 45, which is a specialized nickel-aluminum bronze material used in heavily loaded applications.
Extreme applications that strive to remove every last bit of reciprocating mass can choose to run DLC coated wrist pins. DLC'd pins allow the rod's pin bushing to be deleted entirely, so the wrist pin rides directly on the steel surface of the rod. These pins are almost always made from titanium for further weight reduction.
In our case we're using 9310 case-hardened steel wrist pins from JE Pistons.

Note the cross hatching on the piston's pin bore. For those chasing every last bit of friction, Keegan says it is possible to use a mirror-finish on the pin bore (like that achieved by a diamond cutter) IF the block is equipped with piston oil squirters (ours is). If no squirters are present, mirror finish pin bores are a no-go, and he instead requires the pin bores to have crosshatching in order to retain an oil film during operation.

The wrist pin circlip should always be installed with the gap located at the "12 o'clock" or "6 o'clock" position — if at 9:00 or 3:00, the forces acting on it during use could cause the gap to close up.

Use of a stretch gauge is important when installing connecting rod bolts. This is the optimum method to reliably establish the load on the fastener. Simply torquing them to a certain value is not as consistent as it is too reliant on the amount, type and application of lube on the threads. Stretch, however, is not. In addition, the stretch technique can determine whether a rod bolt has been yielded beyond its elastic range and is therefore no longer usable.
Our rods have ARP Custom Age 625 rod bolts, so ARP moly assembly lube is placed on the threads and under the head of the bolt prior to installation.

We're using a crankshaft damper (and 36-tooth crank trigger wheel) from BHJ Dynamics. Ours is an all-steel prototype; the production version is has an aluminum hub and steel inertia ring. We'll explore this critical piece more in a later post.

This is the coolant fitting that will feed the turbo. Early Miata blocks were pre-tapped for a turbo's oil and coolant. Our block is a later one that was not thusly machined/plugged from the factory, so Keegan machined the factory boss for coolant.
The stock oil boss (directly behind the red fitting), however, remains untapped. Keegan does not like how it would bleed oil pressure directly from the main oil galley at the rearmost main bearing. There's no sense depriving the heavily-loaded mains from any oil when there's a more benign source for the turbo's oil on the passenger side of the block — at the VVT oil supply.
So, yeah, you could say Mike Keegan is thorough when it comes to his craft. The man is something of a perfectionist, and the care taken is the same for every engine that comes through his shop. There are no shortcuts.
Source
Keegan Engineering — www.keeganengineering.com
562.301.3277
info@keeganengineering.com

Who is this man and what is he doing? Well, yes, you're right — the title does sort of give it away...
That's Moti of Blackbird Fabworx. The same Moti, in fact, that was behind Project Miata's GT3 6-point roll bar (Part One, and Part Two).
This time, he's helping to install a new seat in Project Miata; a long, long overdue mod. And by "helping" I mean "doing all of the work."
More to come.

Replacing the stock seat in a first-gen Miata that sees hard use is a decision that is easy to make and a royal pain to execute. That's why we enlisted Blackbird Fabworx to do the heavy lifting when it came to doing just that for Project Miata, our 1997 Mazda MX-5 Miata project car.
It was time. The stock driver seat was in sad shape from age and use, made worse when the foam in the bottom cushion was scooped out, turning it into an uncomfortable ass sling (as opposed to a comfortable one?). It also did little to secure the driver in place when probing Project Miata's 1.03-g cornering capability. The last straw was that stock headrest is just too low for taller drivers on staff.
Sounds like a simple problem statement to address — unbolt the old, bolt in the new — until you realize just how cramped the Miata cabin is. Miatas have among the least space available in the seat area(s) of any modern car. There's no width in the seat floor region, and headroom is already at a premium. Worse, the trans tunnel only eats up more space as you go forward, making it tighter still. It turns out that despite its aformentioned shortcomings, the stock seat is really a well-designed piece when it comes to making the most of the nonexistent space in the car.
The limited real estate really narrows the choice of non-stock seat — and the seat itself — significantly. It also means you really really need someone who is handy with a welder and fabrication tools to get a new seat to properly fit in your Miata. Moti of Blackbird Fabworx is well-versed the nuances of squeezing — figuratively speaking — 10 pounds of seat into the Miata's 5-pound cabin.

In our case, not only does the seat need to fit in the car, but we've complicated the fitment situation exponentially with the need for sliders — our seat accommodates drivers of different dimensions, so needs to move fore and aft. We also want to retain a 3-point belt for street use while integrating a 6-pt harness for track use. Turns out that this combination of needs is a bit unusual — Moti says his Miata customers coming to him for a dual-purpose seat always do a fixed (non-slider) installation and just use the 5 or 6-point belt on the street.
The seat from a Lotus Elise is one somewhat-common swap among Miata owners. It's a wispy little thing that plays rather well with the tight confines of the Miata cockpit. We considered the Elise seat for about six milliseconds before ruling it out — Elise seats are horrifically uncomfortable, and have no provision for a harness' crotch strap besides (on that note, never never nevernevernever run a harness without a crotch strap, unless it's one of those specialized Schroth anti-submarine 4-point harnesses). Some guys cut a hole in Elise seat's bottom, but that doesn't do the structural integrity of the seat any favors. And you'd still be stuck with an iron maiden of a seat.
After talking over our situation with Moti, we agreed that a single-piece FIA shell was the most prudent course of action. FIA-certified seats are required for motorsports use, but that's not why we're interested in them in this case. The reason is safety — FIA seats must pass a specific set of rigid safety requirements. A single-piece shell would also be lighter than stock, a nice upside.
After years of seeing and dealing with motorsports equipment of all brands, Moti has become partial to Cobra seats. For Project Miata, at first Moti tried a Cobra Imola — a seat on the tamer end of their range in terms of aggressiveness — but as its widest point is at the bottom of the seat, the Imola was incompatible with the trans tunnel when slid forward on the sliders. So we got on the horn with HMS Motorsport and ordered a Suzuka, a seat that's one notch up on the bolster scale, in order to have a seat that would actually play nicely with our car. Again, if you're planning a seat install in your Miata for yourself, you don't really need sliders, so you will have more freedom of seat choice than we did.

To get the new seat as low as possible, Moti removed the stock lumps and bumps comprising the factory mounts that were spot-welded to the floor and integrated steel reinforcements to serve as the new seats mounting points.
Then there was the endless tweaking and massaging of the side mounts and Recaro sliders to get all the bits to live harmoniously... yeah, we're really glad to not to have to do this ourselves. Moti also cuts (to re-shape) and welds reinforcements into (for obvious reasons) the trans tunnel in order to gain some width and to center the seat on the steering wheel — if you don't do this, your Miata seat will be offset relative to the wheel!

The shoulder belts are anchored to the GT3 roll bar's harness bar (the collar prevents the belts from walking down the bar). As noted in a previous post, shoulder belts should be run from the shoulders horizontally or down (never up), at no more than a 20-degree angle.
There's a long list of a regulations that Moti adheres to in the integration of an FIA shell. Lap belt anchor points are reinforced with substantial plates backing up the chassis' sheetmetal. Hardware is all grade 12.9 or better. Hole spacing in the side mounts has minimum spacing to prevent tear-out. And so on.
When planning a harness integration, be sure to consult the Schroth guidelines. Schroth are considered a leading authority on motorsports safety. Also, do not ever use a motorsports-style harness with a stock Miata seat — the shoulder belts will slide off of your shoulders in an impact. I can't stress this enough — you must install a racing seat if you want to use a multi-point harness!

And then there's this guy.
Sources
Blackbird Fabworx
Northridge, CA
http://blackbirdfabworx.com/
moti@blackbirdfabworx.com
818-339-3884
HMS Motorsport
http://www.hmsmotorsport.com/
9A Electronics Ave
Danvers, MA 01923
888-467-3269

Project Miata was recently sidelined by a electronic surprise, courtesy not of a rodent per se, but of a squirrelly little bastard nonetheless.
Here's how it went down. During Project Miata's seat installation, Moti of Blackbird Fabworx needed to use the welder, natch. He disconnected the car's battery (his normal welding-on-a-car protocol) and went to work.
When the work was complete, he reconnected the battery and discovered the car wouldn't start. There was power, but no crank from the starter or even a click from the solenoid. Moti surmised it had something to with an immobilizer and so called me to ask how to disable it.
"Uh, immobilizer?" was my reply.
It turns out Project Miata indeed had an aftermarket immobilizer/alarm installed at the behest of the previous (original) owner. Said owner neglected to inform us of its existence at the time of purchase, probably because he'd forgotten it was there. The alarm horn was long gone, but the starter interlock remained. Dormant. Waiting. And disconnecting the battery was its signal to awaken (I swear I've disconnected this car's battery before... haven't I?).
No problem, I said, I'll just pop over to your shop, locate and disconnect the wiring to the immobilizer and drive the car away.
Silly me. When I removed the kick panel beneath the steering column I was confronted by the most insane rat's nest of wires I've ever seen in a car. Knots of wires, loops, bad splices, bare wire ends dangling about, mystery black boxes, taped-off cut wires... just a ghastly, godforsaken hellish nightmare of cheap '90s electronics installed — apparently — by an amphetamine-fueled bonobo. It was like peering into David Lynch's mind.
It was hopeless to even attempt to figure out how to euthanize the wiring disaster. But maybe there was a workaround, a way to get the car started without removing the immobilizer — a push start. Sure enough, push starting the car in gear and popping the clutch brought the engine to life, with one caveat — all of the exterior lights were flashing. Of course the immobilizer people thought of this; they created this stuff back when there was something called the manual transmission.
So I drove 25 miles from Blackbird Fabworx down to our studio in Marina Del Rey with the lights flashing the whole way. Nobody even blinked, not even the cop car I passed on the freeway.
Once parked, it'd have to be push started again, so whomever was going to remove this immobilizer — not me — would have to come to us. After several logistical snafus, our guy Rex was able to convince Richard Dang, a talented wiring guru friend that happens to work at Al & Ed's in West Hollywood, to come over after hours and remove the mess and restore the car's normalcy.
Now, Richard has seen a few wires in his day. So when he exclaimed, "Holy sh#t! Who did this?" while holding up the giant electronic tumor he'd just excised from the Miata's dashboard, you know it was bad.

I hate driving our longterm 1997 Mazda MX-5 Miata when it's hot outside. The reason? It's even hotter inside the car.
I've noticed this in every first-gen Miata I've ever driven for any prolonged period of time — the cabin gets nasty hot. Recently we experienced some unseasonally hot weather here in SoCal, and driving Project Miata around in it reminded me how I'd rather park this little green tictac during hot weather than deal with its steamy cabin.
Why is this? Well, first, the a/c in first-gen Miatas is kinda weak. Despite having only a tiny cabin volume to cool, the stock a/c just can't keep up with summer-like California weather. It blows cold air, just not enough of it.
But tepid aircon is not the root issue. The main problem is that there's another heat source besides the pavement and the ambient air that's pummeling the cabin with calories — the exhaust.
The exhaust in a Miata runs down the driver's side of the transmission tunnel. Due to proximity and insufficient shielding, heat from the exhaust and catalytic converter simply bakes the entire transmission tunnel, and then the tunnel radiates like a giant hot plate into the cabin. Just hover your hand over the carpet on the trans tunnel and you can feel the heat! Don't put anything that's temperature-sensitive into the console cupholder — it'll melt.
This radiant exhaust heat also takes its toll on the rubber boots surrounding the shifter, which lead a relatively short life in Miatas as a result.
Want swamp ass? Sit in a Miata in Los Angeles rush hour traffic during August. And were the hardtop not in place, it'd be even worse — the last thing you want in a California heatwave at midday is the sun screaming down on you.
Next time this thing is on our Rotary Lift, I'm putting some heat shields in the trans tunnel.
When it comes to the stock seats in Corvettes and first-gen Miatas, driver width isn't really an issue. That's because the seats are flaccidly bolstered, so the flesh just sort of floats on the top surface of the seat. As a result the stock seats will accomodate a variety of body morphs equally well. Or poorly, if lateral support is something you seek in a seat.
With Project Miata's new seat, the opposite is true. The seat's deep sides place a practical limit on the driver width that will fit comfortably between them. We've got a couple of 34-inch waistlined editors that fit in the new seat... snugly. Anyone larger won't be having it.
On the flip side the support from the new seat is just bonkers — it holds you the way a mother cradles a baby. There is simply no comparison to any street seat.

In most cars, you click the seatbelt's metal tab into the receiver so quickly and easily that you don't even need to think about it.
With Project Miata's new seat, there's a bit of work required first — since this is a single-piece shell, the tab must be fed through the lap belt slot in the side of the seat before it can go into the receiver. Your right hip wants to block the slot while you do this, and then you've got to navigate the tab-slot action between the seat and trans tunnel. I expect to hear some grumbling from other editors the first time they strap in. Here again, it helps to be slim.
A bit of technique goes a long way here — I've got it down to a few seconds now. And once secured, the stock lap belt lays across the hips much better with this seat than it did with the stock seat after its foamectomy. Same for the shoulder portion — its routing through the new seat prevents the slow retracting belt action you get when you have rollbar and stock seats in a Miata.

Nope, it's not our car. Look closely (upturned decklid edge and different taillights) and you'll see that this is a second-gen (1999-2005) Miata that's sporting some mods similar to ours. It's got the hardtop, the serious roll cage and a set of aftermarket wheels, though the latter are black on this car versus our Miata's polished alloys.
Informal poll time: All things being equal — whether bone stock or modded — would you prefer a first or second-generation Miata? Here's a history of the Miata to help you decide.

Pro Fit?
False. I fit just fine.
Kinda.
Somehow, I am able to sit in this thing. I do have to sit down with authority to get my hips in the seat (I'm one of those 34 inch waisted editors Jay mentioned) but once I'm there, I'm not at a loss for comfort. The problems are my shoulders. They don't really fit too well between the bolsters, and for someone who like to sit back in his seat, having my shoulders forced up a bit feels a little awkward. I'm also not a fan of the super upright seating position. What works for Walter Rohrl, doesn't work for everyone. And no, sitting like him won't make you fast.
It's also too high for my tastes. But, as Jay noted, again, the seat has to be mounted on sliders to accommodate for a wide range of driver heights. So, I'm kinda out of luck there.
So, I can drive it, but can I track it? I guess I'll need to see if my helmet fits under the roof and between the bars.

Did some extremely last-minute shopping for Thanksgiving this morning. Before we knew it there was just no place to store the pie safely for the ride home. (Passenger's hands and knees were already taken up by the huge bags of adult beverages.) But check it out. A 9-inch apple pie from Du-Par's fit perfectly in the spare tire. And didn't go anywhere even while taking the crazy corners on the way home.

If you're installing an '01-'05 Miata engine (aka NB2) into an earlier chassis, one of the things you'll have to deal with are the coils. The NB2's VVT hardware precludes mounting the earlier coils in the usual spot at the back of the head. You can adapt the stock NB2 coil-near-plug hardware to the earlier harness, but these coils are generally considered the weakest of the NA/NB coils (themselves not much to write home about), so if you're planning on boosting you may find that you'll need some kind of other solution.
Beyond the jump is some kind of other solution.

The VVT hardware on NB2 engines — the silver doohickey with the tube poking out of it — lives where NA/NB1 coils wants to reside.
As we await the arrival of bits that support a happy spinny thing in the exhaust, I'm sorting out the ancillaries of our Keegan-built long-rod BP VVT longblock very recently delivered to project car HQ. One of those ancillaries is the ignition.
A common coil upgrade in Miataland is a coil-on-plug conversion using Toyota coils. These are abundant, stronger than stock Miata coils and relatively simple to adapt to NA and NB1 Miatas (note: this discussion assumes you have some form of ignition dwell control). Using Toyota coil-on-plugs on NB2 engines isn't nearly so straightforward — another feature unique to the NB2 is that the holes in its valve cover are smaller than those of earlier Miata engines. As a result, early Miata spark plug wires won't fit in NB2 plug holes, so use of Toyota coils in an NB2 requires machining the bosses off the valve cover and opening up its plug holes.

The coils involved with the test fit here are from an '08-'09 Honda CBR1000RR; Denso p/n 129700-5150.
That sounds like a lot of work, so here's a possibility that doesn't require any modifications to the NB2 valve cover — the coils from a Honda CBR motorcycle. These "pencil" coils are a popular retrofit in many other cars for their abundance and high spark energy (as they would need to be in order to successfully light off a high BMEP engine at ~11,000 rpm). CBR coils are commonly used in ridonkulously high boost retrofits (think 800+ whp 4-cyls). And since I had these in my garage and don't have NB2 coils, well, there's another reason to try them.
Like any coil-on-plug conversion you'll need to source mating connector shells, pins and wiring to fashion a coil wiring harness. CBR coils are inductive without an integral igniter, so nab a 4-channel igniter off an Audi A4 (alternatively some standalone ECUs have igniters built in) while you're at it and away you go.


CBR coils have a small diameter clip inside the boot, meaning they won't snap over the end of standard spark plug terminals (above left). Instead you have to use a spark plug with a removable terminal. Solution: Denso Iridiums have a screw-off terminal that exposes a threaded post (above right) identical to those used in motorcycles. Another bonus is that Denso Iridiums are excellent plugs.

The assembled length of the plug and coil is about 118.7 mm from seating washer to where the coil boot seats against the NB2 head. This measurement will shrink a bit once the plug's seating washer is compressed.

In the NB2, the depth from the top edge of the valve cover's plug hole to where the plug sits in the head is 120.5 mm, so we're looking at about 2 mm compression of the CBR coil's soft rubber sealing boot (near the top of the coil). From test-fitting the bits, 2 mm appears to be no problem as the coil's boot is slightly tapered, so it gives it a nice firm set. To prevent the coils from walking upwards out of place I'll use those threaded bosses in the valve cover near each plug hole (see lead photo) as an anchoring point for some kind of retaining ear.
So it's not yet a done deal, but so far CBR coils are looking promising as an elegant coil solution for highly boosted NB2s.

We're not swapping a rotary into Project Miata, but we are in a very small way taking advantage of its bigger brother's infamous thirst.
If your Miata is turbocharged or supercharged, its fuel system is flowing a significantly higher fuel flow rate than stock. Fuel flow rate scales (roughly) proportionally to power — increase the power by 50% and you increase the fuel flow rate by 50%. And all of it passes through the filter. From a filter design standpoint, higher fuel flow rates require more filtration media, which are those pleats of paper wadded up inside every filter canister. Manufacturers don't like to put any more filtration media into a filter than they need to because, hey, that stuff costs money.
So what happens when you put 171 hp worth of fuel through a 100-hp filter? Hard to say without measuring, but its a good guess that the pressure drop of the fuel across the filter increases significantly. Higher pressure drop means the fuel pump has to work harder than it really needs to.
I have no idea when the previous owner of Project Miata last replaced the filter, which means it was time to replace the filter. In doing so, I wanted to find a filter that at least matches our modified car's horsepower and looked like it can be made to fit with minimal effort. Effort sucks. Being savvy with part interchanges is awesome.

Top: Filter for a 1993-1995 Mazda RX-7. Bottom: Filter for a 1990-1997 Mazda Miata
In this case, the fuel filter for the 1993-'95 Mazda RX-7 is externally very similar to the Miata filter. Yet the RX-7 not only generated 255 hp, it did it poorly. Rotaries are inefficient, so they require more fuel for each horsepower than a piston engine. Cynics like to say that a rotary consumes fuel like a piston engine of twice its horsepower. That's probably a stretch, but 255 rotary horses are like at least 300 piston horses. And its filter has to support all that fuel flow. It's more than enough for a juiced-up Miata.

The RX-7 filter bolts up nearly the same as stock. It's a bit heavier than the Miata filter despite being a hair smaller in diameter, suggesting it is indeed packed with more filtration media. But who knows. Since the RX-7 filter's inlet nipple is a bit shorter than the one on the Miata filter, I replaced the little segment of fuel hose on our car with another piece that was about an inch longer. Make sure to use high-pressure "EFI" hose (SAE J30R9 or better) here, not the low-pressure hose intended for carbureted cars.
Is it any better? Logic suggests yes, but even if it's not better it certainly can't be worse. Plus it's an easy peasy swap and — bonus — the RX-7 filter is couple bucks cheaper. Woohoo.

An upcoming (likely floody) track weekend lit a fire under my backside to re-tackle Project Miata's brake pedal feel.
As mentioned many times previously, its pedal is rather soft. Always has been. Moreso than in any of the countless Miatas I've driven over the years. It's not that scary squishy pedal you get when there's air in the lines, it just has a very gentle ramp into actual braking force. And that's despite numerous brake bleeds (including cycling the ABS unit) and several pad changes. The calipers are in good shape and function normally, there are no leaks, pedal free play is about one millimeter, and it has stainless braided lines. Full ABS braking capability is still available when called upon.
That leaves the master cylinder.

Now, normally when a master goes bad, the pedal gradually sinks as you apply a fixed force (leakage past the o-rings), and Project Miata isn't doing that. But with 140k miles on the original master and an existence predicated on spirited driving, replacing the master just on general principle isn't a bad idea. It's preventive maintenance on a piece of safety equipment,. So that's what we did.

Masters are easy to swap and inexpensive, anyway — our Centric one cost like seventy bucks.
You have to bench-bleed a master cylinder prior to installing in order to purge air trapped inside it. This process makes a mess no matter what. Clamp the new master in a vise, fill the reservoir, have an assistant push the cylinder inwards, piss fluid everywhere. Once fully depressed, hold your fingers over the ports while the assistant lets the cylinder return to its original position. Repeat until no air comes out and you've got an inch of fluid on everything in the tri-state area.
Once completed with the installation and you've again bled the brakes, you'll hopefully find that it made a difference in the brake pedal feel. In our case, it didn't. The pedal feels the same as it ever did. I'm out of ideas on this one.

Remember that blog about a few of us going to Laguna Seca for a track day? Yeah, well I was one of those guys and I happened to be driving our Miata for the duration of the trip.
I've got a brace of photos, some in-car and roof mounted videos as well as some insight into the car, the drive and what it's like to get completely psyched out by a one way ribbon of asphalt.
If there's anything you'd like to know about the trip, the track or the car, let me know and I'll do my best to answer your questions. Until then, stay tuned. I'll have the first in a series of blogs after December 17th - after I figure out how to edit video.

Cold engine, a bit of throttle and a whole lot of belt noise. Project Miata has been relatively trouble-free given its age, hard use and modifications but it (literally) sounds like it's time to check the accessory drive belt tension.
The Kraftwerks supercharger kit uses a Gates belt. It's racy blue and has a heavy dose of Kevlar in its construction. I know these fancy belts make more noise than standard off-the-rack belts, but what I heard that day was clearly a full-on belt squeal a la 1982 Oldsmobile Cutlass Supreme. So, no, there's no "ah, those blue Gates belts all do that" this time around.

Even though the number 225,308 is much more impressive than 140,000, the bigger number is in kilometers. And since we live in America, we hate the metric system. Take that, easy to use and accepted worldwide system of measurement!
Anyway, our 1997 Mazda Miata has defied the odds, as well as some friendly wagers around the office, and trucked through 140k on the odometer.
At this point in its life, our Miata still sports a Rotrex supercharger kit, Fat Cat coilovers, really nice 949 Racing 6UL wheels, Hankook Ventus R-s3s and a Blackbird Fabworx six-point roll bar. It might burn a little oil, but it's still a total rip.

This was my first stint in our 1997 Mazda MX-5 since on-site Project Miata guru Jay Kavanagh installed an aftermarket racing seat. As such, I now have some key tips for anyone driving this car.
Tip Number 1
Be sure to remove everything from your pockets before getting into the extremely restrictive confines of the seat. That means everything, but particularly that cell phone in your front pocket. Because once you're in this seat, and especially once you're buckled in, there's no getting anything out of your pockets. Ever again.
Not to mention the fact that, apparently, Dan Frio doesn't appreciate people pocket dialing him.
Tips Number 2 and 3
Before you try to buckle yourself in, gather as much seatbelt slack as possible (this tip courtesy of JayKav) prior to slipping the belt through the hole in the seat.
But even more important, especially for those of us short of leg, be sure to buckle the belt before you move the seat into its proper forward position. Skip this last step and you'll be hard-pressed to pull the belt far enough back to clasp it into place.
Follow these tips and this seat won't seem like such a hassle, leaving you to revel in its unbelievable lateral support. Just the thing for canyon runs and track days.



Considering the level of handling our 1997 Mazda MX-5 Miata possesses, the ride quality is actually not that bad. Believe me, I'm not saying this modified car rides down the road like it's on a bed of pillows, but for a machine that pulls 1.03g around the skidpad and 71.8 mph through the slalom, yeah, I'll put up with above average stiffness and some harshness over small bumps.
Unlike a lot of modified cars, there is some compliance here. It doesn't try to bounce you up out of the seat and drive your head into the roof over large, fast bumps. Chalk it up to spot-on spring rates.
Also, and again unlike a lot of modified cars, the Miata's suspension is quiet. No squeaking, creaking or clunking noises coming from the chassis here. This is suspension done right.
Which is not to say Project Miata is rattle-free. Nope, there's more than a few odd, and occasionally annoying, rattles and squeaks emanating from the tired interior.

After living with our modded 1997 Mazda MX-5 Miata and its aftermarket seat over a weekend, I realized I left out a couple of key seatbelt-buckling tips.
I failed to mention that in order to feed the belt through the seat hole on the center tunnel side, you actually need to position your butt up on the left-side seat bolster so that your right leg is out of the way. No biggie, just not your typical seat-belting method, eh?
The other extremely helpful tip is to slide the seatbelt receiver back slightly, so that it's closer to vertical. This makes it a straighter shot for the belt.
One last tip. If you're hopping into the Miata at night, just don't be in any kind of a rush. I found out (when I was in a rush in a very dark parking lot) that the interior light doesn't work. Not sure why I've never noticed this before. But it made it even more of a challenge to snap the belt into place, since I couldn't see anything that was going on in the extremely tight space between that heavily-bolstered seat and the center tunnel. Plus, you can barely even squeeze a hand in there.
But you know what? After a couple of fumbling runs, I actually got reasonably good at the whole process. Even in the dark. Some might call it a nuisance. I call it part of the character of a modified car.

I've never really cared that the door bar on our long-term 1997 Mazda MX-5 Miata project car hinders entry and exit. Once again, I chalk it up to the character of a project car.
But the last time I drove the project Miata, I found that my left shoe kept hitting the door bar on its way to the dead pedal after clutch use. Not a huge deal, but the door bar leaves minimal width between it and the clutch pedal.
My shoe would either graze the clutch pedal, hit the door bar and/or get hung up on the lower mounting bolt. Or all of the above. Sounds worse than it really is, just something I noticed. And hadn't remembered experiencing before.
The real problem turned out to be the wider-than-usual soles of the running shoes I happened to be wearing that day. Guess I hadn't ever worn those shoes in the Miata before.
Moral to this story? Wear your narrowest shoes when driving the project Miata.

The plus side about building an engine offline (more info here, here and here) for Project Miata is that it avoids prolonged downtime for the car, so we can continue to use and enjoy it in parallel. Of course, this also means your hair's not on fire to slam the engine together and slap it in the car. It's been on the engine stand for several weeks, gradually being prepped as time allows.
In the meantime, during the month of January we drove Project Miata, our 1997 Mazda MX-5 Miata, about 600 miles. It uses some oil, some of which is oozing out of the tired old valve cover gasket and making for a grungy engine. Otherwise, it just runs and runs. During those four weeks the little green TicTac averaged 23.8 miles per gallon of 91 octane premium.
Not bad for a modified first-gen Miata.
Worst Fill MPG:9.6
Best Fill MPG: 26.5
Average Lifetime MPG:22.1
EPA MPG Rating (City/Highway Combined): 20 city/26 highway/22 combined
Best Range: 292.2 miles
Current Odometer: 140,650 miles
Note: Cars are sometimes refueled before their fuel tanks are nearly empty. As such, "best" and "worst" fuel economy entries above are not necessarily the result of an entire tank's worth of driving.

I first noticed that the alloy wheels on our Miata had two valve stems when we last tested it and I intended to do a little research to find out why.
Of course, by the time I got home, I forgot to look this up. At the time, I suspected it was to purge condensed water from one side while filling the other side with air. Not exactly.
According to the wheels' manufacturer, 949 Racing (whose name denotes Lake Forrest, California where they are located), "This makes it possible to perform a complete nitrogen purge. You may notice many high-end tires stores now offer nitrogen. Nitrogen doesn't fluctuate pressure as much as your tires get hot and they hold air much longer. With a single valve, you still have some atmosphere in there when inflating with nitrogen. Two valves = 100% nitrogen."
Now you know. And I can get some sleep.
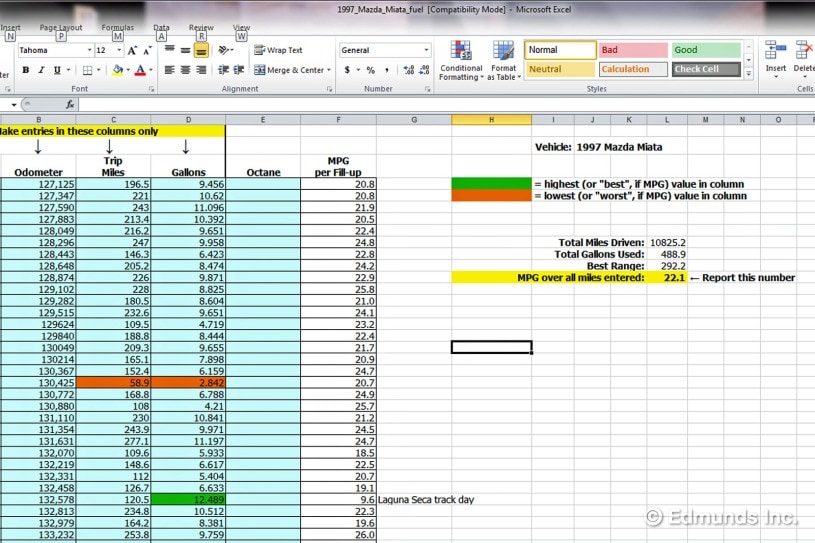
Project Miata didn't roll much in February, and the addition of a couple hundred miles on its odometer didn't alter its average fuel economy numbers from January's update.
Worst Fill MPG: 9.6
Best Fill MPG: 26.5
Average Lifetime MPG: 22.1
EPA MPG Rating (City/Highway Combined): 22
Best Range: 292.2 miles
Current Odometer: 140,815 miles

It's raining.
I wasn't able to keep up with the other three cars on our drive up, so I'm perfectly all right having excused myself to the novice group. Oh sure, I've driven Laguna Seca before but only in a simulation. And as good as that was, that's not real. Not even close.
So, for my introductory time at this legendary track, I've wound up with an instructor, Don. Apparently, riding shotgun with some guy in a supercharged Miata made more sense than taking out his own supercharged NSX. The latter would have made Don brave. The former, makes me wonder.
So how did I get on?
Well, obviously I didn't die. And no, Don didn't die either.
The rain, as it turned out, was a blessing in disguise for my all-boot-and-no-brains driving style had to be refined to cope with all the rain. There was also a distinct lack of runoff room, too. Sure, Laguna Seca is FIA and FIM approved, but in the wet all that dirt and sand had turned into something the consistency of wet concrete. Going off meant getting stuck. Or worse, it meant rolling over. Since I like my job the way it is, and I had to drive 300 miles to get home, I decided to not damage the car.

C is for the Novice run group, not for crap. Thanks.
Don let me go it alone after a few sessions, and as the track dried out, I tried to maintain the same levels of smoothness I'd used in the rain. For the most part, I did. But being smooth takes a mental toll. If feels soooo slow. It certainly didn't help that I've seen all manner of fast, aggressive driving at Laguna Seca, so for me, I felt like I was running a series of parade laps only without some small town mayor hanging out the side of the car.
As the day went on and the track dried out, I became reacquainted with my old nemesis, this Miata's brake pedal. Even with the replacement of the master cylinder, a complete bleed of the system, including the ABS unit and new brake pads, the pedal travel is still too long. By braking earlier, and not as hard, I can drive around the issue, but by pulling back in one aspect of my driving, I find it difficult to drive near 100 percent at the rest. I got over it, but still.

Garage parking at Laguna Seca. If you can get it, take it.
Below is a video from two laps of my final session. The track, from curb to curb, was dry. Some of the curbs were dry as well, but there were some I didn't trust enough to use. The runoff, or lack of dry, non-hazardous runoff, also kept my inner Sterling Moss in check. It's better to get in 15 decent laps than only half of a really fast one.
I should add, since I'm in the novice group, there's only passing once the driver ahead of you signals you he's ok with you passing him. As a result, you'll see me gesture out the driver's window after every pass. When someone pays attention and doesn't hold you up, you let them know you appreciate it. That's track etiquette.
I don't want you to think I chose these laps because I passed anybody. I'm not showing off. Honestly, with a total of eight cars on track in my group, there was a lot of empty track around me. I picked these laps only because there's something else for you to look at, other than my iffy driving.

So about that empty track.
In the interest of those who have never been to a track day, never belted themselves into a proper seat and never driven at Laguna Seca, I've uploaded my final session, in its entirety.
Some things to note. I take my warm up lap very seriously. Not only am I listening for the wrong rattles but I'm making sure I get the brakes and tires, as well as the oil, up to temp before I start hammering it around the track. On a day like today, I also used the warm up lap as a sighting lap. I need to know where the water is, what curbs I can use, and which ones I can't. Only then do I feel comfortable enough to drive as quickly as I'd like.
I take the cool down lap seriously, too. This is the time to bring the car down a bit. I use a higher gear through every corner and I stay off the brakes as best I can. I want the tires to cool down gradually, too. Not to mention, this is a chance to wave to the corner workers. It's a way to say thanks after every run.
It's over 20 minutes. You've been warned.
There was another day to go, but Sunday was promising more rain. I would have happily settled for another day like today, but Mother Nature had other ideas.


It's Sunday.
It's still raining.
The intermediate group is out on track and while I can tell the track is just soaked, I didn't know just how wet it was until the Evo VII tried, in vain, to put its mostly stock power to the ground going up the front straight. The driver was pedaling, trying to get the Evo to hook up, but every time he got back on the gas, the tires broke loose. There was so much standing water that an all-wheel-drive car was struggling to find traction.
Super.
I'd had enough of watching that, and since my run group was up next, I walked back over to the Miata. Before I could get in the car, I was met by a man with a warning for me.
"This is your car?"
"Well, yeah. It is."
"Stay in. Park it."
"Ummm…"
"It's too wet. There are huge puddles everywhere and there's mud in Turn Five."
"I'm not going to do anything crazy. If it's too wet and I can't hook up, I'll come in."
"You're a novice and these tires aren't going to cut it. It's not worth the sheet metal, man."
"Thanks, but I'm going to give it a shot. The tires did all right yesterday."
"I'm just sayin'. No one wants to see anyone wreck."
As you can imagine, my confidence was sky high. But it's best not to have much of an imagination in conditions like this. I was going to drive the car to the best of my ability and have fun. Isn't that why we do this?

I never put a wheel off. That's just a sample of how much dirt had washed onto the track.
Overly cautious man was right. The track was a mess. Four or five ponds had developed on the front straight, and mud had covered the second apex on Turn Two. Turn Three was a creek, and the while the short straight between Turns Four and Five only had a minor lake forming, Turn Five had three rivers; one of them before the apex, one after and a third one was nearly pure mud. The rest of the way round, though really, really wet, was all right. You just needed to use some common sense. As luck would have it, the vending machines at the track were all out of that.
The first session out was an exercise in not losing the front. While the RS3s worked much, much better that the Advan's on Jay's Scion, the amount of water meant that these summer specials were at their absolute limit. I owe everything to the steering feel of the Miata. The first whispers of slip were always transmitted directly to my hands and while they were subtle, it gave me the opportunity to correct just as subtly. When it's this wet, there can be too much of a good thing. Remember, if the fronts can slip, the rears can too.

That's Cable. He's a dog, not a pony.
At nearly 100 mph, getting wet isn't much of an issue. It's when you slow down on your cool-off lap and it's when you're cruising through the pits, that you get drenched. I don't remember how much I paid for my waterproof jacket, but it was worth every penny.
Did I mention there was a motorcycle run group? Madness.
Session two came and went a lot like the first. Tons of water. Tons of self control.
Session three was an exercise in not losing the back. The rain had tailed off a bit and the track had stopped being hilarious, but it was still plenty wet. No curbs and no sudden movements, but at least I could finally start using a little more brake and a lot more throttle.

It looked like this. All Day.
The video below is two laps from my third session. It's not the rivers that you can see that you need to worry about, it's the ones you can't.
You can hear how much water I'm driving through on the front straight and again between Four and Five. Like me, you probably saw that water before I hit it, but going up towards Turn Six? I never saw that coming. One of those moments is enough for the day, thanks.
As the day went on, the crowd thinned out. People with trailers wanted to leave before dark and most of the bike guys had packed up, happy they got out of today unscathed. My final run of the day came after 30 minutes of no rain and clearing skies. I had wanted to mount the GoPro to the roof for one session, and as luck would have it, it was this one.
There were only five other cars on track with me, so you and I were treated to this view through most of the session. Amazing doesn't do it justice.
And that was it. I packed up, peeled the numbers off the cars, topped off the oil and left the track. Our little Miata had taken me from Los Angeles, over 300 miles to one of the most iconic tracks in the country. It lapped flawlessly. The Miata gave me a chance I'd only dreamed of having. Now, I only had to get it home.

Pit garages at Laguna Seca? This Miata's never had it so good.

Now there was this little matter of getting home.
After my soggy days at Laguna Seca, the mostly clear skies and drying pavement were a welcome sight. It was well after 4pm when I rolled into the closest gas station I could find, but I knew the road home pretty well: get to the 101 and drive south for a few hundred miles, pick up the 405 south and I'm home before I know it.
I was so relaxed that I popped into the usual coffee chain, grabbed a sandwich and a latte (it was a big, manly latte) and finished them both before getting back into the car. I even thought of reattaching the stereo faceplate for some music. Hey, at least I thought about it.
There was no stress as I reset the trip meter, eager to compare my on-track mileage to an honest tank of 65 mile an hour highway driving, and drove towards the 101. The sky was clear, the roads were dry...and that was to be the last I saw of those conditions.
For the next six hours, it rained.
At its best, the sky offered up thick mist and low clouds. At its worst, there was rain similar to what I'd driven through on track. Only now, I was surrounded by other cars with ever changing pavement and darkness. I don't think there's been a drive that's provided such a steady stream of stress in my life. The car was constantly darting over the broken pavement, the wipers were always taxed and the suspension was constantly absorbing everything the CalTrans monkeys, who poured this freeway, could throw at it.
Again, I didn't die, so how about that fuel mileage?

The spirited drive up gave me an average of 22.7923 miles per gallon.
The days on track yielded an average of 14.751 miles per gallon. That's not as bad as it could have been, but with all the rain, I'm not surprised.
The drive home, which was all interstate, was good for an average of 23.651 miles per gallon.
For the trip, that works out to an average of 20.740. When you think about it, that's pretty all right.

Now, a word of thanks.
A lot of people did their part, and did them very well, to make this whole road trip/track day/dream come true happen.
Our Miata has been flawless. It's proven that you can actually run a dual purpose car on a budget. During the course of the weekend, I used every bit of this car, from the air conditioning, cruise control, defroster to the anti-lock brakes. I remember there being some doubt as to why Jay had decided to leave the conveniences of this car intact, but he was right to do so. On the road, it behaved like a road car and on the track, like a track car. What more could you want?
Of course any 1997 Miata could have done what this one did, but ours is a little special. Starting from the front, and its Kraftwerks supercharger kit. It wasn't a rocket ship, but it was never lacking for punch. The whoosh from the waste gate on every upshift does wonders for your ego, too.
Part of the handling thanks goes to the Hankook Ventus RS3s. They're not rain tires but they were never, ever spooky. And I drove hard through some of the heaviest rain you're likely to see in California. They look damn good stretched over the 949 Racing 6ULs, too. If you have a Miata, you need to buy these wheels.
Fat Cat Suspension gets the rest of the handling thanks. How this car sits so low, but rides and handles so well is beyond me. I'll just chalk it up to black magic. Don't half-ass your suspension, by this stuff too.
Blackbird Fabworx has worked with us on this project since day one. The craftsmanship on the six-point roll bar garnered praise from everyone who saw it. It ties the chassis together, and it doesn't obstruct visibility. Blackbird has also worked to find solutions to our seating concerns. Being over six feet tall and wearing a helmet was never an issue. Not once did my helmet touch the roll bar padding.
Speaking of seats, the Cobra Suzuka is fantastic. I'm on the big end of what this seat can accept, but once I was in the seat just disappeared. It never pinched or failed to support me, either on the highway or the track. And the Schroth belts? Those were equally as invisible once I cinched them down. I'm probably going to buy a set for my personal car.

A ton of thanks needs to go to TrackMasters. They ran a great track weekend. No one ever wanted for a better atmosphere, snacks, professionalism or instruction. Thanks, too, to Don, my instructor. You kept me from learning a TON of bad habits and you didn't throw up or hit me once.
And thanks too, to gotbluemilk.com photography. Look, track day photography is not easy. You spend a lot of time outside, running from corner to corner, session to session to try and make ordinary people look like heroes. If you do a track day, do yourself a favor and buy a shot or two of you driving on track. You'll have some new, actually cool, pictures to add to your Facebook page and you'll be supporting someone who works pretty hard for a living. Be cool and pass the photos down to your kids.

So, yeah, thanks everybody. Now go and drive on a track.

I can't remember when I last drove a modern five-speed manual. Might have been our former long-term Mazda 2. Five-speeds don't come through the garage too often these days.
Despite its tall fifth gear, I still found myself reaching for the Miata's elusive sixth gear, which gets you reverse. The brain amazes, however. One minute its guides you toward ill-advised and unsavory decisions, and the next it stops you from scattering your gearbox around the highway.

Sometimes I think I'd like to go racing. Get a dual-duty car, a sturdy daily driver that can handle a monthly track day. Buy some dedicated wheels and tires, have Mike Monticello show me the best line around a track, then ignore his advice entirely. Work my way up to the Porsche Club and start embarrassing all the teeth cleaners and plastic surgeons (a tip from experience: if your dentist likes to go racing, find another dentist). The cars, the champagne, the trophy wives: it all looks like a fun time.
Then I drive the Miata and realize how difficult it is to achieve that balance. The Miata still has all you need for daily duty: A/C, heat, radio, power mirrors and windows, intoxicating blower whine. But Project Miata demands concession. It's loud, harsh and stiff. The trans tunnel butts up against the new seat's thigh bolster and prevents me from getting as close to the pedals as I'd like. To reach the power window switches on the center console, I swing my left arm across my body while steering with the right.
Why? Because race car, as the meme goes. It's then I realize I already have an expensive beer habit. And a fondness for Telecasters and old drums doesn't leave much else for slicks, parts and gas. As it is, I gotta keep my kid's forehand in shape, keep her on track for that Stanford tennis scholarship. For now, I confine my racing impulses to the couch with some Green Flash IPA and encourage Kimi in his F1 spoiler campaign.

When it comes to sorting out ancillary hardware like a turbo, wastegate and associated plumbing, an engine on the stand is worth, like, nine in the bush. That's how that saying goes, right? No? Well, it should.
One of the handful of reasons that Project Miata's new, stronger Keegan Engineering-built heart still awaits installation can be seen plain as day above. There are other, far less impressive excuses too, but I'll spare you the tedium of chronicling them here. Besides, there's a happy spinny thing to discuss.
Getting to Phase Two in Project Miata's power plant has been an incremental process. Clearly, we're approaching critical mass. Recall our goal for Phase Two of maximizing the powerband on 91-octane pump gas, an objective that requires flow, and this means turbo. No single piece of hardware influences engine performance more than does the choice of turbo. And corking up Keegan's long-rod 1.9-liter VVT BP with the wrong turbo would be counterproductive and just plain sad.
We consulted the brains at Garrett By Honeywell, ran some numbers, and decided on a turbo in their new GTX series, the GTX2863R. The GTX series replaces the compressor wheels of their existing ball bearing GT turbos with completely new, higher-flowing wheel designs.
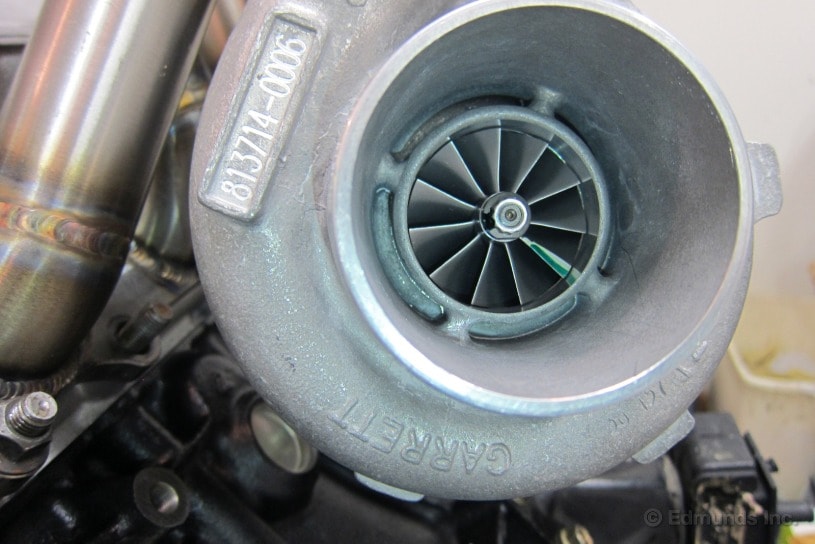
Look closely above and you can also see a ported shroud (those four little struts in the housing right near the wheel), which widens its map.
The GTX wheels are machined from billets of forged aluminum. Regardless of manufacturer, billet compressor wheels are employed in aftermarket performance turbos for manufacturing reasons. Billet wheels are easier and more cost effective to produce in low volume than castings. In this case, the 63mm GTX compressor wheel is paired to the proven Garrett GT28 turbine in a TiAL Sport 0.86 a/r stainless steel turbine housing (more on this in a later installment).
Turbo matching, the analytical process of selecting a turbo for an engine, is something of an inexact exact science. It's a process that relies on math, experience and assumptions. No assumption influences a match greater than that of volumetric efficiency (VE). However, VE depends on backpressure, and you don't know how sensitive an engine's VE will be to backpressure until you run it or unless you have access to sophisticated engine modeling software like GT Power. Tricky. Then there's boost. How much boost you can run depends on detonation sensitivity, which also depends on backpressure, which is influenced by the turbo match. Round and round it goes.
This is when experience sometimes known as making a blind guess comes into play. We forged ahead under the assumption that the Keegan Engineering longblock will be a deep breather, what with its head work, +1mm Supertech valves and set of prototype cams by Trackspeed Engineering. The rev limit will be set to about 7,600 rpm, several hundred higher than stock. Keegan also built this engine with a tight squish distance, which will reduce detonation sensitivity.
Furthermore, we have a very capable ECU in the wings, the Vi-PEC V88, which has advanced knock correction and individual cylinder trims.
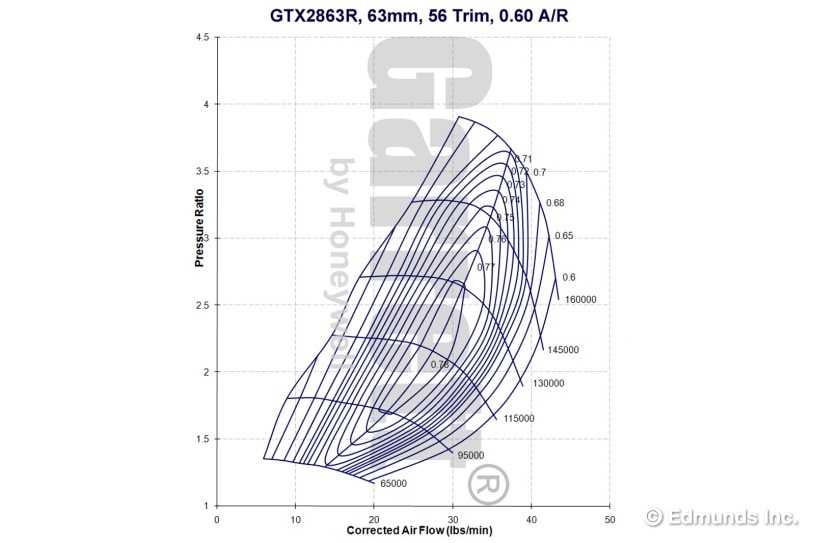
The above factors collectively biased the flow demands toward the larger 63mm compressor wheel over the runner-up turbo, the GTX2860R. In our case the engine's calculated lug line perfectly bisects the GTX2863R's huge 78% (!) peak efficiency island (use your mind's eye). This means the compressor will be operating at the highest efficiency possible
High compressor efficiency does two favorable things. The first is that it lowers the discharge temperature, so there's less heat load for the intercooler to deal with. But more significantly, high compressor efficiency means there's less work required by the turbine to drive the compressor, which in turn results in reduced exhaust manifold pressure, which improves VE. Same effect applies for turbine efficiency.
At the extreme of its flow capability the GTX2863R's compressor can deliver some 42 pounds per minute of airflow, which the Internet will tell you means that "bro, this is a 420-hp turbo." In reality you wouldn't want to run any compressor at the ragged outer edge of its map because the efficiency is at its poorest (~60%...which is still better than many Roots blowers at their best!) way out there, and you also risk overspeeding the turbo. So don't.
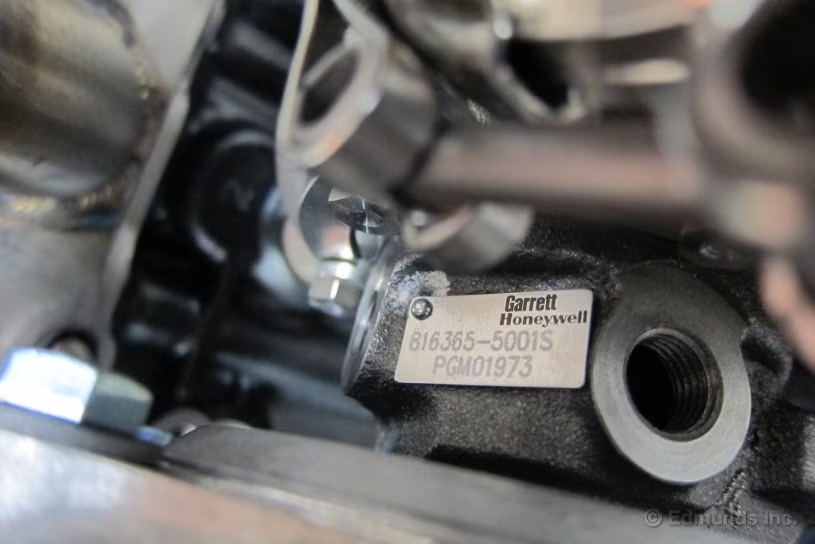
Also, it's ball bearing, which improves transient response and is more tolerant of extreme loading. Note that the ball bearing cartridge in Garrett turbos doesn't require as much oil flow as do conventional journal bearings. Typically, a restrictor is needed at oil inlet port of Garrett ball bearing turbos. Too much oil can overwhelm the seals located inboard of the wheels, resulting in a smoke screen, and can introduce enough windage in the ball bearing to negate its inherently superior spinny-ness.
TiAL Sport makes a nice steel -4 AN fitting with integrated restrictor for this. Measure your oil pressure at the turbo and select your oil inlet restrictor accordingly (the post-restrictor pressure should be minimum 10 psi at idle and minimum 30 psi at peak torque).
Next up: TiAL Sport turbine housing and wastegate.
Sources:
Garrett By Honeywell
TiAL Sport
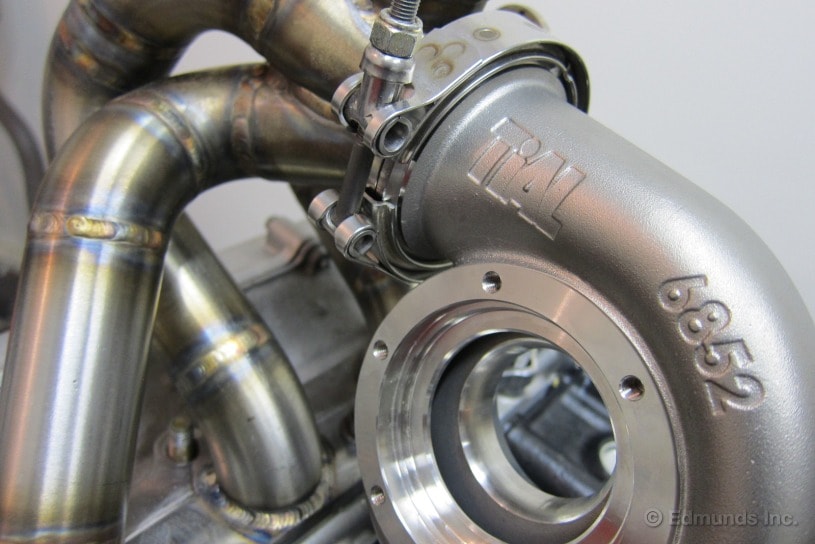
If you've ever been around aftermarket turbos, you can probably already appreciate the TiAL Sport stainless v-band GT28 turbine housing, shown here on Project Miata's engine, sans Garrett GT2863R turbo. No bolted flanges! The v-band inlet and discharge are seriously convenient, and they eliminate the possibility of threaded fasteners relaxing, galling or seizing in the manifold.
What you can't see is that the housing is investment cast from Nitronic 50, a high-grade, heat-tolerant austenitic stainless steel. Its properties at elevated temperatures are superior to traditional turbine housing materials, so the geeks at TiAL Sport were able to reduce weight by roughly one-third without a loss in structural performance.
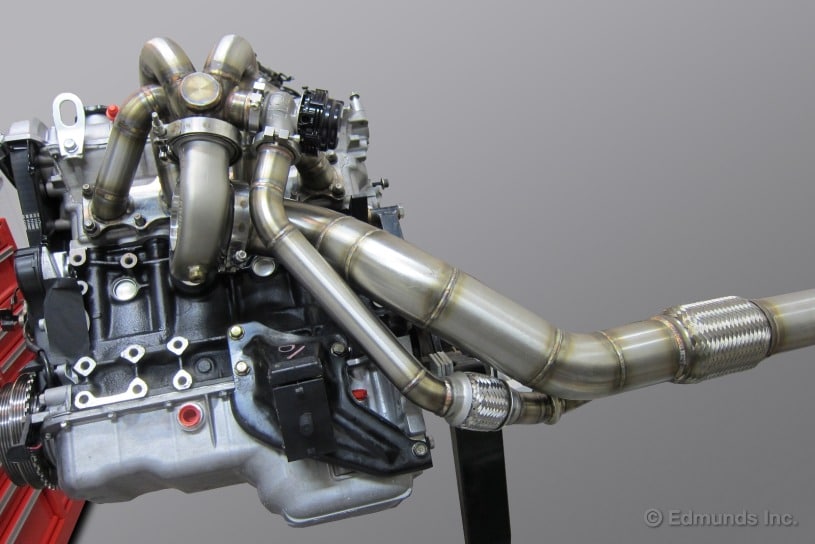
The TiAL Sport turbine housing is non-wastegated, making it compact and allowing the freedom to size and locate the external gate where it makes the most sense. In our case we're using the company's MV-S wastegate, the smallest one in their lineup. Since we're running a decently healthy 0.86 a/r housing and a decent chunk of boost, our wastegate flow requirements are reasonable. While it's really tiny, probably the smallest wastegate out there, the MV-S still manages to package a pretty substantial valve diameter inside.
Note the "divorced" wastegate dump tube arrangement. By reintroducing the wastegated flow far downstream of the turbine wheel, there's less backpressure (it acts like a larger exhaust), and there's no impingement on the flow exiting said wheel. This improves the turbine's performance.

What the what? Yes, the TiAL Sport MV-S has ports for water (coolant) cooling. The use of water cooling is optional, really only necessary if you've blanketed the wastegate in heat shielding and there's no airflow to the unit and you're running ungodly turbine inlet temperatures.
We won't need to run coolant to the gate (plugs are supplied), but it's pretty neat that all MV-S gates are thusly equipped if need be. Along those lines, the bolts supplied with all of TiAL Sport's v-band turbine housings are made from Inconel, a high-nickel superalloy.

The craftsmanship of TiAL Sport's stuff is amazing, too. It's almost like jewelry. Made in Michigan, too. Woot.

This boss was added to the bottom of the turbine housing by a local fabricator. It's where a mount will tie the housing to the block to reduce vibration of the whole manifold-turbo-downpipe system. Vibration is an issue on un-balance shafted four-cylinders in general, but for some reason Mazda's BP is particularly thrashy and has been known to wreak havoc on turbo manifolds, downpipes and other ancillary engine items.
Oh, and the TiAL Sport turbine housings are like Legos. Their GT28, GT30 or GT35 housings of every a/r size share the same inlet and outlet footprint, so you're not "locked into" just one housing. Going bigger (or smaller) is easy peasy.
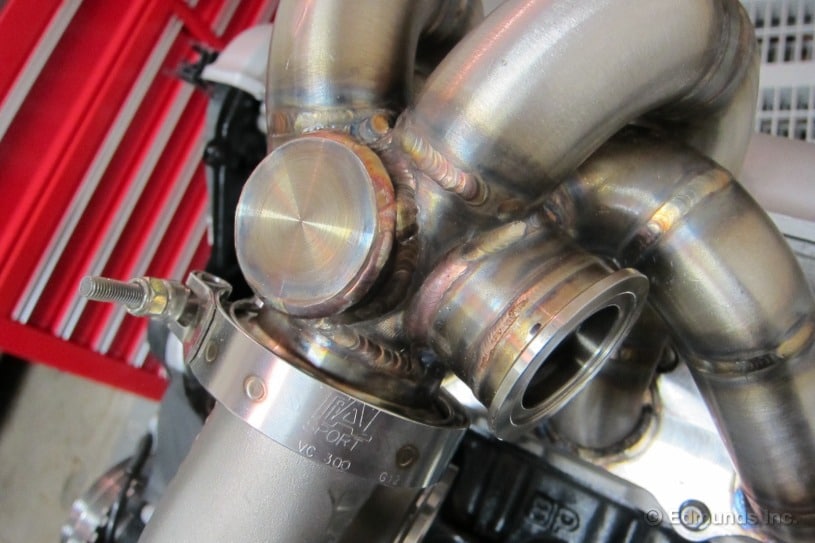
By the way, the owner of the shop that made the manifold and downpipe unfortunately didn't want to be named here, onaccounta they're already swamped with work and don't want more. I'll respect his wishes. Anyway, the odd round plate you see above is where the original wastegate feed was located. It wasn't ideal so I had it capped and reworked to the location on the right side of the collector.

Elsewhere, this turbo system plays nicely with the power steering pump, air conditioning compressor and requires no modifications to the chassis to install. It's a pretty well made setup. The manifold is made from schedule 10 304 stainless steel elbows, with a proper collector and a relatively low internal volume so as not to damp out exhaust pulses before they can reach the turbine. Sixteen-gauge 304 stainless makes up the wastegate dump tube and full 3-inch downpipe, which both have flex sections to take up thermal expansion.
So, yeah, things are moving along in Project Miata-land.
Sources:
TiAL Sport

That's not an underdrive pulley above, it's a crankshaft damper by BHJ Dynamics. I want to be clear about that, because friends don't let friends install a solid underdrive pulley on the crank of a production-based engine. It's one of the brain-deadest things you can do to an engine. Forget that the reduction in inertia will be essentially nil in light of the manhole cover (a.k.a. flywheel) bolted to the opposite end of the crank. The bigger deal with solid underdrive pulleys is the big gamble they place on the durability of your crank, bearings and oil pump.
Many Miata owners learned this the hard way when their engine's oil pump shattered to pieces shortly after installing an underdrive pulley on their turbo Miata. To understand why this happens, the nerds at BHJ Dynamics have written one heck of a .pdf technical whitepaper for you. If that reading's too dense this early in the morning, try this: imagine what it's like to be a crankshaft.
Every time a cylinder fires, a mighty wallop is delivered to the crank's corresponding crankpin. Then, quickly, the force dissipates. Then it happens again, this time from a different cylinder, and again it dissipates. It's like the crankpins are being struck by hammers, again and again.
During each hammer strike, the crankshaft is rung like a bell, experiencing a brief torsional windup and release. It's a heavy chunk of metal, but in operation the crank actually does twist, bend and distort. In the meantime you've got other, lesser forces acting elsewhere on the crank as it does the business of pushing pistons up on their compression and exhaust strokes, and down on their intake strokes.
The various intertwining frequencies of all that monkey motion excite the crankshaft's natural frequencies at certain points in the rev range, and in these instances the crank gets pissed off, the magnitude of its twist rapidly multiplies. This twist manifests as severe vibration that somehow must be quelled.

Enter the crankshaft damper (a.k.a. "harmonic damper"), a deceptively simple-looking device that is tuned to absorb the twist induced by the torsional vibrations of the crankshaft. It's an elastomer layer sandwiched between an inertia ring and a hub.
OEM engines have crank dampers. So why not just use the OEM one? The reason is because an engine's torsional vibration signature is altered when you dramatically increase its output and/or the rev ceiling. In the Miata's case, its stock crank damper was tuned around the kinds of forces induced by a puny 128 hp. Project Miata's turbocharged long-rod VVT BP engine will be making more than double this amount and revving higher. Bigger hammer strikes. New and exotic frequencies.
Stock Miata crank dampers have also been known to become ineffectual with age. The elastomer dries out and the inertia ring can slip relative to the hub. This reduces the damper's effectiveness, yes, but there's another, more insidious side effect that can arise. See, the timing marks are located on the inertia ring. If you set your ignition timing based on a slipped stock damper, you risk radically over- or under-advancing the timing.
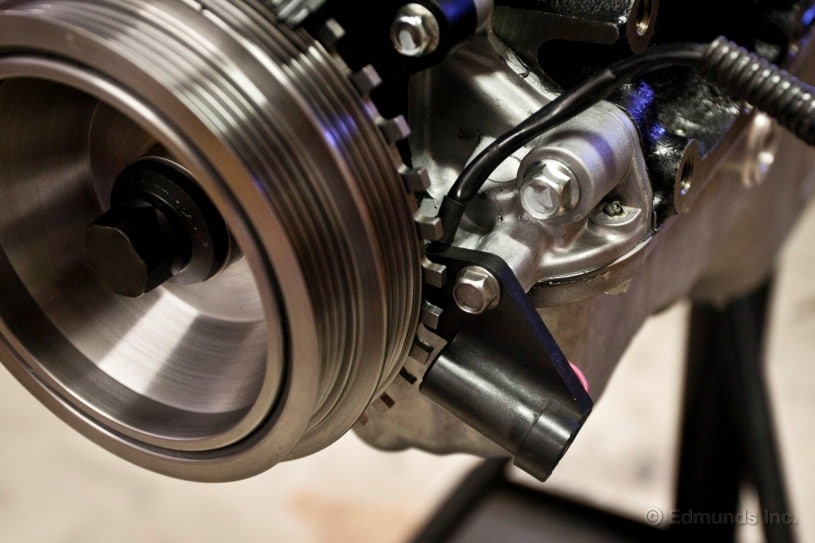
In the two-birds-one-stone category, the BHJ Dynamics crank damper provides for a big upgrade in the crank trigger. It has a 36-tooth (minus one) crank trigger wheel (they can change this pattern for your specific needs). By contrast, Project Miata's stock '97 engine bases all of its fuel and ignition timing decisions on a sensor that's driven off the back of the exhaust cam (stock '96 and '97 Miatas also have a 4-tooth crank trigger wheel that is used exclusively for misfire detection).
These stock cam angle sensor arrangements inherently have a lot of spark scatter due to their low resolution but also the imprecision with which they guesstimate the crank angle. Spark scatter is ignition timing error, which is exactly what you don't want when you're trying to safely extract the most output possible out of an octane-limited engine. Several degrees of spark scatter is not uncommon on a normally operating stock Miata.
The BHJ Dynamics damper's higher-resolution trigger wheel, mounted right at the action, has improved inherent timing accuracy and will introduce much less scatter. Plus, paired with our Vi-PEC V88 ECU, we have the capability of making timing adjustments on a per-cylinder basis. This is a huge upgrade.
Additionally, think about what happens when torsional vibes are allowed to run free, as in the case of an engine with a slipping stock crank damper or when some bonehead installs a solid underdrive pulley instead. The crank drives the cams, and vibes that are not damped are passed directly through the cam drive. This introduces additional errors in the stock cam angle sensing, compounding the already bad spark scatter. These vibes simultaneously throw off the timing of valve events for the same reason. It's a bad situation all around.
So, yeah, don't use solid underdrive pulleys on the crank. And do use a well-engineered crank damper.
Sources
BHJ Dynamics
Vi-PEC Engine Management

While we've got a big upgrade in store for Project Miata, in the meantime, it continues to be driven. And, surprise, a check engine light.
What was surprising about the check engine light (CEL) that came on is that this is its first one. Modified cars are typically a magnet for CELs. Project Miata has been CEL-free. Until now.
Will get to the bottom of this.

Project Miata's check engine light is on. This is the code that came up: P0420.
P0420 is a catalyst efficiency code. This could mean that our cat's not functioning properly, or an oxygen sensor is on the fritz or even something else.
But I suspect the cat. Project Miata has gradually been feeling slower lately and running sorta grumpily. All of those things point to a toasted cat. I'll check that first.

Project Miata's check engine light is illuminated. This is why.
It looks like we're peering into the dumpster of some dystopian future, but that's actually the inside of Project Miata's catalytic converter. The catalyst brick is all broken apart inside there and the steel batting is sagging down. After 142,000 miles, some of them supercharged and with lots of hard driving, it's done.
Time to call Moss Miata for a replacement.

If you, like us, reside in California, you'll quickly find that replacing your catalytic converter is a thorny issue. The replacement cat has to carry an exemption order from CARB to be allowed for sale in California (a so-called "50-state" cat), and not all catalytic converter manufacturers bother to certify their cats thusly. As a result, choices can sometimes be slim, especially if you drive a car that wasn't sold in great numbers in CA.
Hordes of Miatas were sold in CA, so for those cars it's less of a hassle. Still, to be smog-legal your new cat has to have a CARB EO number stamped in its heat shield, lest the smog technician will fail your car at its next smog check. You can go to arb.ca.gov, enter your car in their catalyst search tool and pore through the list of approved cats for a 50-state cat. Then search the resulting part numbers on the respective cat manufacturer's Web site to find that they don't make that part anymore or that it's been superseded.
Or you can make it nine thousand times easier on yourself and simply visit Moss Miata like we did. They'll sell you the right cat and send it to your door. It's dead simple.

Our old cat was done. Above are chunks of catalyst substrate that vomited out of it upon removal. This jacked-up mess was causing poor catalyst efficiency.
The bum cat was also causing a huge exhaust restriction, killing power and throttle response and making the car generally a bit unpleasant to drive. Up until the check engine light illuminated, I'd assumed our car was slowly losing compression.

Miata weight weenies, rejoice: the new cat from Moss Miata is physically smaller and lighter than the original one.

Your 50-state-legal cat must bear the CARB EO number the body to pass a smog check. That assumes the smog tech actually looks at your cat...

Of course, this happened. This stock exhaust nut galled and seized on the original cat's stud, even after a healthy drizzling of penetrant. Then, pa-tang! The stud snapped while hitting it with the impact wrench, and the now-liberated nut flew across the shop at Mach 6.
This, plus the too-short bolts found elsewhere on the original cat (thank you, previous owner) necessitated an impromptu walk to AutoZone for replacement hardware, in which you have to deal with their hilariously disorganized explosion of overpriced empty boxes where the metric hardware used to be.
Otherwise, this is an easy DIY install. The Moss Miata cat was a perfect fit. Four bolts and done.
Sources: Moss Miata
If you've been following our Project Miata lately, you know it's had some issues.
An illuminated check-engine light contributed to the Miata's sparse 400-mile increase in April.
Worst Fill MPG: 9.6
Best Fill MPG: 26.5
Average Lifetime MPG: 22.1
EPA MPG Rating (City/Highway Combined): 22
Best Range: 292.2 miles
Current Odometer: 141,268 miles

I decided to rotate the tires on Project Miata recently, and in doing so was reminded just how much chassis stiffness is afforded by its 6-point GT3 roll bar by Blackbird Fabworx. See that? In the picture above, there's a scissor jack supporting the front jacking point, and that's it. Both the front and rear tires are dangling in space.
Do the same exercise with a stock first-gen Miata and the front tire will come clear off the ground while the rear tire remains touching the pavement.
Door bars, my friends, door bars.

Holy crap. Project Miata's new catalytic converter has really reawakened this ol' tic-tac. To recap, the car had been feeling gradually less peppy, and finally the check engine light illuminated. At that point the car was also more detonation-sensitive than before and drivability had degraded a bit, too. But none of these aspects were overly prominent, just a collection of incremental nuances that I apathetically chalked up to age and hard use.
I discovered that its catalytic converter had gone bad and replaced it. Upon startup I immediately noticed the deeper exhaust note. This is an indication of reduced backpressure. Basically, the old cat had become a huge exhaust restriction, a banana in the tailpipe. The backpressure was choking off the engine. In the words of an old racer friend, the engine "couldn't eat 'cuz it couldn't poop."
Replacing the cat made far more difference than I expected it would. All of its earlier bad behavior is now gone. It drives with the verve it had when we first installed the supercharger, and its propensity to ping is now no different than then, too. The power's been restored. No joke, according to my finely honed posterior dynamometer, Project Miata had lost about 50 hp with the old and crumbling cat.

During the month of June we put 814 miles on our 1997 Mazda MX-5 Miata. That's not overly surprising, as the Miata is more of a project car than one of our usual long-termers, and as such generally doesn't get a ton of miles put on it. Plus, it's small. And old. And what with the racing seat and stiff suspension, you make some compromises when you choose to drive this thing.
We averaged 22.6 mpg for the month on 91 octane premium, largely at the hands (and right foot) of photog Kurt Niebuhr, at least according to the initials in the fuel log.
The car's lifetime fuel average is now at 22.4 mpg.
Worst Fill MPG: 9.6
Best Fill MPG: 28.4
Average Lifetime MPG: 22.4
EPA MPG Rating (City/Highway Combined): 22
Best Range: 292.2 miles
Current Odometer: 142,661 miles

During the month of September we put 563 miles on our supercharged 1997 Mazda MX-5 Miata project car. We averaged 23.8 mpg for the month on 91-octane fuel, and the car's lifetime fuel economy average rose just slightly to 22.5 mpg.
Worst Fill MPG: 9.6
Best Fill MPG: 28.4
Average Lifetime MPG: 22.5
EPA MPG Rating (City/Highway Combined): 22
Best Range: 292.2 miles
Current Odometer: 143,825 miles

The passenger-side speaker on our 1997 Mazda MX-5 Miata project car exhibits major distortion now when you use any real volume.
To be honest, I initially thought this distortion was related to the door bars we had installed by Blackbird Fabworx. My guess was that the speaker was touching the bar, thereby causing the rattle, but turns out that's not the case.
Apparently it's nothing more than just an old, blown-out speaker. Not all that surprising, really. But annoying just the same.
It distorts so easily that it pretty much makes you not want to ever play the stereo.

Don't let that blue light fool you. Even though it's implying the air conditioning is turned on in our 1997 Mazda MX-5 Miata project car, trust me, the system definitely isn't producing any cold air.
Which is a fine thing to find out as you're driving home ahead of a hot southern California weekend.
Besides the lack of cold air coming out of the vents, it's also easy to tell the A/C isn't working because when you turn it on you can't feel any drag on the engine. And in the Miata, you always felt an immediate drag.
Although I'm not a big fan of baking in cars, I guess this makes the supercharged, roll-bar and race seat-equipped Miata even more of a hardcore sports car now.

Look familiar? The engine shown in the back of our long-term Silverado belongs to Project Miata. After a hiatus, activity on Project Miata is chugging back to life. Rejoice! The Keegan Engineering-built long-rod engine has lain relatively dormant during this period, patiently awaiting several odds and ends and little fabrication jobs while I traveled the globe, worked on countless other projects and, hey, somebody's got to drink all this beer. In the meantime, the engine sat. And sat.
Hey, better slow progress than none at all. It could be worse. Just look at the House of Representatives.
Anyway, recently I managed to bring the longblock over to Specialty Cars so that head honcho John could tackle items that require actual skill. You see, I can turn wrenches, but am hopeless with fabrication tasks involving any kind of finesse, like welding or bodywork. It boils down to a patience thing. I have none.
John's working on a brace to support the Garrett GTX2863R turbo at its Tial turbine housing. This brace will lighten the load that the manifold has to deal with, true, but there's more to it than that.
Typically, the thinking is to support a turbo's weight by something other than the manifold, and to do it in a way that allows the manifold to expand unconstrained when heated. The idea is that this approach reduces the loads and stress in the manifold and, thus, staves off cracking of the manifold. This concept usually manifests as a turnbuckle/clevis/heimjoint crane-looking hanger thing from which the turbo dangles. Problem is, Miata engines are thrashy and have a reputation for shaking the bejeezus out of anything attached to them. When you mount a turbo to a manifold, the turbo's mass lowers the manifold's resonant frequency. This resonant frequency is excited by the engine in operation, and the manifold lives a short life as a result. The problem with the hanger approach is that it doesn't really increase the natural frequency of the manifold/turbo system at all, and so the manifold (while relieved of turbo weight) is still subjected to vibration-induced pain. Don't underestimate the violence of a BP at full song. It has shaken many a manifold (and other ancillary items) to death, hanger or not.
So, the goal instead is to stiffen the manifold-turbo system up. Raise its natural frequency so that it evades excitation by the engine. Project Miata's brace will pick up the 321 stainless boss that was welded previously onto the turbine housing (as close to the turbo-plus-downpipe's center of mass as reasonably feasible). At the other end the brace will tie to the engine block's unused bosses just aft of where the A/C compressor lives. It turns out that many OEMs have adopted a similar approach on turbo four-cylinder engines. Look for a rigid brace that ties the manifold or turbine housing directly to the block.
The new Mercedes-Benz CLA45 AMG has probably the most elaborate turbo support I've ever seen, complete with springs to accommodate expansion. Project Miata's brace will be simpler, more like what's found on factory Mazdaspeed Miatas and Mitsubishi Evos.
John will also be sorting out some of the turbo's coolant plumbing. A turbo wants the coolant path to be as "uphill" as possible, so source coolant from the lowest point, and route this continually uphill to the turbo's center housing. Same idea applies to the coolant port exiting the turbo — no low spots — so that the turbo's "thermal siphon" action can work effectively when the engine is shut off. More turbo-geek reading on this subject on Garrett's website.
In our case we will source coolant from the port on the driver's side of the engine with a -6 AN banjo from Goodridge (Love Goodridge. Very high quality fittings, available in virtually every conceivable configuration. Peruse their catalog and see for yourself.) since a straight fitting will foul the downpipe. On the return side, we're thinking of welding a -6 fitting onto the heater core bypass tube that runs right by the turbo. This is the same location used by the factory in the Mazdaspeed Miata.
We'll see what we come up with. And by "we" I mean John.

I recently did a story on the best vehicles for obese drivers. One of the things I learned while researching the story is that obese drivers are more likely to drive without wearing seatbelts. The reason is that the seatbelts on many vehicles are too short to accommodate their girth, making it difficult for larger drivers to fasten their seatbelts and wear them in comfort. There are solutions for this, of course, such as seatbelt extenders, but many of these drivers simply throw their hands up in the air and choose to go forth without being properly strapped in.
I'm not obese, but I had some seatbelt issues of my own during my first few days in our 1997 Mazda Miata project car. The problem concerns our aftermarket driver seat, which is positioned in a way that makes the seatbelt latch very difficult to reach. It's buried deep in a crevasse between the driver seat and the center console, in what I like to call the Land of Lost Things. Go rooting around down there and there's no telling what you could find. At nighttime, with no light to illuminate the process, the degree of difficulty associated with latching the seatbelt increases tenfold.
During my first couple of days in the vehicle, it would literally take me a good four minutes or so to get the seatbelt fastened. But eventually I learned to forget about those pesky bones in my hands and bend them in just the right way to quickly locate the latch. Muscle memory kicked in, and soon I was able to get the seatbelt on much more quickly.
With that hassle out of the way, I could get back to the fun of spending time in this thoroughly enjoyable little drop-top.

Ever heard of Temple Grandin? She's a famous, very smart autistic person who's done a lot for autism awareness. During much of her life, she's worked with livestock, and one of her inventions in this area is the hug machine. I know this not because I'm well read, but because I watched the HBO movie about Grandin starring Claire Danes.
Anyway, a hug machine consists of two padded side boards, each about four feet long, hinged and connected in a V-shape. The boards are controlled by an air compressor. The animal is positioned between the boards and the side boards are closed on the animal to deliver a gentle mechanical hug. Grandin found that this device works to calm anxiety in livestock. She also found that it works to calm anxiety in people too, particularly those who, as a result of autism or some other condition, are averse to human contact. It seems a hug from a machine is better than no hugs at all.
I thought about this as I sat in our Miata's very snug aftermarket driver seat. The side bolsters are so prominent that you really do feel as if you're being enveloped in a hug from the seat. It took some getting used to, but after a while, I found this seating arrangement not only comfortable, but strangely comforting as well.

See that fat metal bar just waiting for someone to stumble over it and break his neck? That's our 1997 project Miata's roll cage bar and while it's a useful addition on track days, it can make getting out of the car during everyday use a hassle.
After a few experiences that involved me lurching and staggering out of the vehicle like a drunken sailor, I finally came up with a technique that allows me to make a more controlled exit. Here's how it goes:
1) I open the driver-side door as wide as it will go.
2) I put my left hand on the roll cage bar and my right hand on the emergency brake.
3) I then swing my left leg over the roll cage bar and place it on the ground outside the vehicle.
4) Finally, while gripping the bar and emergency brake, I use my arms to vault myself out of the vehicle, much like I imagine someone would use his upper-body strength to lift himself out of a wheelchair.
ot a perfectly graceful exit strategy by any means, but much better than the approach I was taking before.

Monticello posted earlier about the passenger-side speaker vibrations in the Miata, the result of a blown speaker. The speaker's done, all right, flatulently flapping around between its magnet and surround. But I found a solution: balance hard left and some old mono recordings, like these solo funk-outs from James Brown's band.
Since the A/C is also busted, the Miata is definitely gonna make you sweat.

Since driving the 2014 Corvette Stingray across country, I'm fiending rear-drive manual gearbox love these days, and that combination is unfortunately rare in our fleet. But settling into the Miata the other night, I forgot just how freakishly compact its dimensions are. Without leaning forward in the seat, you can almost cradle the driver-side mirror in your arm like a football.
It'll be interesting to see if the next-gen Miata, rumored to be stretching its wheelbase, retains these same dimensions. I don't remember even the Fiat 500 being this enveloping.
Then again, I'm largely trying to forget about the Fiat 500.

Since most editors treat this thing like a rusty razor blade, our 1997 Mazda Miata didn't cover a lot of ground in October. Still, we managed to run two tanks of gas through its tank. Click on through to see the numbers over the time of our ownership.
Worst Fill MPG: 9.6
Best Fill MPG: 28.4
Average Lifetime MPG: 22.5
EPA MPG Rating (city/highway combined): 22
Best Range: 292.2
Current Odometer: 144,004 miles

It's still in the fleet.
It's still trucking.
I still love driving it.
It still has the best steering. Still has the best seat. It's still pure. It's still mechanical. It's still good.
And if you still haven't driven one, and you truly love driving, beg and borrow a bit to get behind the wheel of a Miata for a day. You don't have to love it, but it will give you a look into a type of car, and a lot of the delicate, predictable dynamics, that just aren't so readily available anymore.
Oh, Scott Jacobs took that photo.

Over the past few months, we've driven the Miata. As such, we've also put gas into its tank.
How far have we driven? How much fuel have we used? You're going to have to click through to find out.
Since October, we've used 66.518 gallons of gas, driven the car 1,480 miles and, through it all, averaged 21.5 mpg.
The numbers through its entire time with us are below.
Worst Fill MPG: 9.6
Best Fill MPG: 28.4
Average Lifetime MPG: 22.5
EPA MPG Rating (city/highway combined): 22
Best Range: 292.2
Current Odometer: 145,440 miles

{kind=link}
Yeah, I'm blogging about the cupholders in a Miata.
While not as bad as the "cupholder" in a C5 Corvette, the two in our 1997 Mazda MX-5 are pretty sorry. Like Millenials, they lack depth and the ability to hold on to anything for long periods of time.
But I digress.
You can make the cupholders work, but you'll need a couple of other items. Follow me to see how it's done.
Obviously, you'll need a cup. I used a cup from a neighborhood coffee shop you've probably never heard of, and it came with a cardboard sleeve. You'll also need a set of keys and a parking card.
Assemble the components and shove to fit. Easy.